
Оглавление
Глава 1.
Что нужно знать, взявшись за изготовление сварочного аппарата. Начальные сведения
Состав электросварочной системы
Основные характеристики источника питания и сварочной дуги 9
Статическая вольт-амперная характеристика дуги
, Исправление внешней характеристики источника питания
Динамическая характеристика источника питания
Отношение силы сварочного тока к току короткого замыкания
Улучшение свойств горения дуги
Выбор мощности сварочного трансформатора
Расчет сварочного трансформатора
Расчет нестандартного трансформатора
Глава 2.
Конструкции самодельных сварочных трансформаторов. .
П-образный сварочный трансформатор
Сварочный трансформатор на магнитопроводе от ЛАТРов . .
Трансформатор с разнесенными плечами — «ушастик» ...
Тороидальный трансформатор из ЛАТРов
Сварочный трансформатор на магнитопроводе из статора электродвигателя
Сварочный трансформатор из телевизионных трансформаторов 67
Другие типы сварочных трансформаторов
Глава 3. Дооборудование сварочного трансформатора ... 78
Надежность сварочного трансформатора
Корпус для сварочного аппарата
Улучшение зажигания дуги при электросварке
Сварочный аппарат
в роли пускового и зарядного устройства
Эксплуатация электросварки и падение напряжения в сети . 109
Покупка самодельного трансформатора
Глава 4. Практика ручной дуговой сварки
Кое-что о технике ручной сварки
Формирование области сварного соединения
Напряжения и деформации при сварке
Электросварка получила очень широкое распространение. Во многих отраслях промышленности этот способ механического соединения металлических конструкций уже давно стал индустриальным стандартом. Активно используется ручная электросварка и в частном секторе. Без сварочного аппарата трудно себе представить строительство и благоустройство жилья. Серьезный ремонт автотранспорта тоже никак не обходится без услуг сварщика. В сельской местности, где труженики особенно остро нуждаются в своевременном ремонте сельхозтехники, каждый сварочный трансформатор стоит на особом счету. Да и для мастерской человека, привыкшего все делать своими руками, электросварка окажется желанным приобретением.
Многие годы практики и испытания в руках тысяч сварщиков показали вполне достойную работоспособность и живучесть отработанных в народе конструкций сварочных трансформаторов. И, что немаловажно и часто ставится на первый план, — изготовление сварочного трансформатора или его более завершенной формы — сварочного аппарата своими руками обходится гораздо дешевле, нежели покупка в магазине аналогичного ему образца.
В этой книге речь идет об оборудовании для ручной электросварки, которое может быть изготовлено самостоятельно в домашних условиях или в условиях небольшой мастерской.
Я искренне надеюсь, что книга окажется полезной для широкого круга читателей - технически грамотных людей, которые хотели бы изготовить легкий и надежный, недорогой сварочный аппарат собственной оригинальной конструкции.
Автор
Для питания сварочной дуги необходим мощный источник, преобразующий сетевое напряжение и обеспечивающий необходимую величину и качество сварочного тока. Под источником питания дуги в общем случае подразумевается совокупность средств, куда могут входить кроме сварочного трансформатора еще и регулирующие, улучшающие характеристику дуги, выпрямляющие ток, и другие устройства (рис. 1.1). В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — известный всем сварочный аппарат.

Рис. 1.1
Подобное устройство достаточно высокого качества вполне возможно изготовить в условиях небольшой мастерской или даже в домашних условиях. Для его изготовления достаточно знать проверенные на практике методики, уметь правильно выбрать материал, да еще вложить в это дело какую-то часть своего труда, души, мастерства и терпения. Однако, взявшись за изготовление сварочного аппарата, вы будете чувствовать себя гораздо увереннее, если с самого начала будут выяснены некоторые базовые теоретические вопросы, касающиеся процессов горения электрической дуги и плавления электрода, характеристик трансформаторов, магнитопроводов и обмоточного материала, а также сопутствующих в этом деле дополнительных, но, тем не менее, часто очень важных устройств.
Основным элементом сварочной системы является трансформатор. Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50... 80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности. Силовые параметры сварочных трансформаторов должны сочетаться с их динамическими свойствами — вольт-амперная характеристика трансформатора должна соответствовать определенным требованиям, иначе использовать его в качестве источника для ручной сварки будет затруднительно, а то и невозможно вообще, либо в состав конструкции придется включать дополнительное — весьма громоздкое и неудобное оборудование. Кроме того, достоинством конструкции сварочного трансформатора часто является по возможности небольшой вес и экономия материала при изготовлении, как первое, так и второе особенно важно для самостоятельно изготовленных образцов, применяемых для работы в подсобном хозяйстве, так как они зачастую переносятся вручную.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
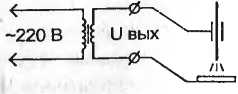
Рис. 1.2
Принципиально конструкция сварочного трансформатора весьма проста. Как и любой, привычный для нас трансформатор, он состоит из магнитопровода, сложенного из набора пластин трансформаторной стали, и первичной и вторичной обмоток, часто выполненных с отводами для регулирования или подстройки тока и напряжения. Первичная обмотка включается в сеть с напряжением 220 В. Если трансформатор рассчитан на какой-то определенный, требуемый ток, то варить можно непосредственно с выхода вторичной обмотки, без каких-либо дополнительных устройств ограничения тока (рис. 1.2). По крайней мере, большинство самодельных конструкций ориентированы именно на такой — упрощенный режим использования, предназначенный для работы с наиболее распространенными трех-или четырехмиллиметровыми электродами. Но все же первичную обмотку лучше делать с отводами — это позволит регулировать в некоторых пределах сварочный ток, а при необходимости — подстроить трансформатор под упавшее напряжение сети, что также не является редкостью для наших условий. Более подробно о методах регулирования тока при сварке будет сказано далее, в соответствующем разделе этой книги.
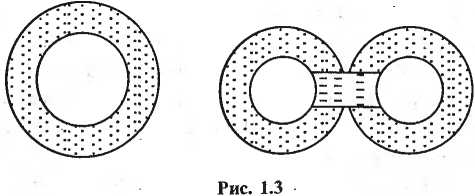
Основной, часто самой дефицитной при самостоятельном подборе материалов частью трансформатора является магнитопровод. В большинстве случаев в самодельных конструкциях используются магнитопроводы, снятые с оборудования, которое до того не имело никакого отношения к электросварке. Этим объясняется большое разнообразие существующих в исполнении народными умельцами типов магнитопроводов сварочных трансформаторов. Сюда входят как стандартные для сварочного оборудования П-образные магнитопроводы, собранные в пакеты из прямоугольных пластин, так и несвойственные промышленным схемам сердечники: Ш-образные, U-образные броневые магнитопроводы, тороидальные кольцевые и комбинированные магнитопроводы, состоящие из нескольких колец, в качестве магнитопровода для тороидальных трансформаторов также используются статоры от крупных асинхронных электродвигателей (рис. 1.3). Подобный разнобой в выборе материала, естественно, накладывает определенную специфику на построение и расчет самодельных сварочных трансформаторов.

Большинство промышленных сварочных трансформаторов конструктивно выполнены по П-образной схеме, с увеличенным рассеиванием магнитного поля (рис. 1.4). У обычных силовых трансформаторов первичная и вторичная обмотка максимально сближены
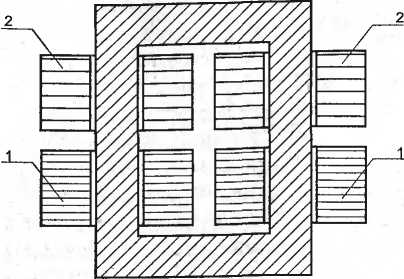
Рис. 1.4
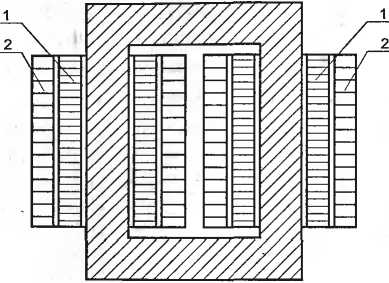
Рис. 1.5
(рис. 1.5), что в идеале должно приводить к высокому КПД, делая их внешнюю характеристику жесткой — малопригодной для ручной сварки. Однако же на практике нет ничего идеального, мне доводилось видеть массу самодельных сварочных трансформаторов, намотанных по схеме силового трансформатора, как на П-, так и на не распространенном для сварочного оборудования Ш-образном магнитопроводе. При этом все они работали в ручном режиме вполне приемлемо. Фабричные сварки тоже часто изготовлены на основе трансформатора, у которого вторичные обмотки намотаны поверх частей первичной. При этом между витками самих обмоток и между обмот-
Рис. 1.6
ками вставляются планки из непроводящего ток материала, что приводит к образованию между ними зазоров (рис. 1.6). Зазоры эти улучшают отток теплого воздуха из обмоток трансформатора, а также приводят к увеличению объема катушек, что в свою очередь несколько увеличивает магнитное рассеивание и улучшает характеристику данного трансформатора.
Внешняя характеристика источника питания дуги. Кроме таких осязаемых параметров трансформатора как форма и геометрические размеры его магнитопровода, количество витков первичной и вторичной обмоток, величина входного и выходного напряжения, потребляемый и развиваемый на выходе ток и т. д., существуют еще и такие характеристики электросварочной системы, которые в обычных условиях оценить визуально или измерить с помощью измерительной аппаратуры невозможно, однако именно их показатели определяют пригодность трансформатора в качестве источника тока для ручнойГсварки или же обуславливают качество горения дуги и формирования сварного шва. То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко — сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она мерехтит и часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Под источником питания в общем случае понимается трансформатор с присоединенными к нему дополнительными устройствами, которыми могут быть активная или реактивная нагрузка (дроссель) или какие-либо другие компоненты, улучшающие внешнюю характеристику такого скомпонованного источника тока. Важно, что рабочий ток снимается с выхода всей этой системы. Если же сварочный трансформатор используется как источник питания дуги сам по себе, без другого оборудования, то имеет смысл говорить о внешней вольт-амперной характеристике самого трансформатора. Притом, что в последнем случае оценка будет более наглядной, — хорошо, когда для ручной сварки используется трансформатор, обладающий хорошей характеристикой без каких-либо дополнительных средств ее улучшения. К тому же практика показывает, что в легких бытовых и переносных промышленных сварочных аппаратах громоздкие элементы для улучшения выходных характеристик не применяются вообще и источником питания дуги здесь является сам трансформатор.
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 1.7). Сварочный ток определяется свойствами нагрузки трасформатора, в данном случае электрической сварочной дуги. Трансформаторы могут иметь следующие виды внешних характеристик: крутопадающая (1), пологопадающая (2), жесткая (3), при достижении очень высоких токов, до 1000 А, может наблюдаться даже возрастающая характеристика. Для ручной сварки применима
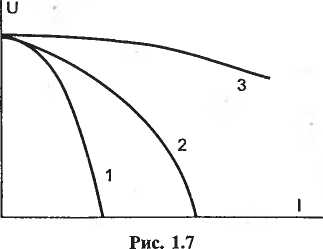
только крутопадающая характеристика, жесткая и пологопадающая применяются при автоматической электросварке. Таким образом, изготавливаемый сварочный трансформатор должен обладать крутопадающей внешней характеристикой—только тогда процесс сварки будет происходить качественно. Дело здесь в том, что только при крутопадающей характеристике довольно-таки значительные колебания напряжения на дуге, как это видно на середине участка из графика, вызывают относительно небольшое изменение сварочного тока. А ведь величина напряжения на сварочной дуге в свою очередь зависит от длины дуги, которая поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве наплавки. Чтобы в полной мере понять этот процесс, полезно также более подробно рассмотреть особенности горения дуги и определить ее характеристики.
Сварочная дуга представляет собой длительный электрический разряд между концом электрода и областью дуговой зоны металла изделия. Сварочная дуга характеризуется значительной плотностью тока и высокой температурой катодной области электрода, превышающей 3000 градусов, при относительно небольшом значении разности потенциалов — 20...25 В. При зажигании дуги сначала проис
ходит пробой газового промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Кроме того, стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
температуры, на его конце происходит плавление металла, образование капли, ее отрыв от электрода и перенос на металл изделия. При ручной сварке в виде капель переносится до 95% электродного металла, некоторая его часть превращается в пары и брызги (рис. 1.8). Диаметр капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда
Рис. 1.8 других условий. При сварке покры
тыми электродами большинство капель окутано в оболочку из шлака, образующегося при плавлении покрытия, поэтому при прохождении они не замыкают дуговой промежуток. Однако короткое замыкание дугового промежутка некоторыми каплями все же происходит, что
приводит к кратковременным падениям напряжения и скачкам сварочного тока. Для стабильности процесса горения дуги важна способность трансформатора к быстрому восстановлению тока и напряжения. В сварочной дуге происходит нелинейное распределение температуры и падение напряжения, зависящих от силы тока.
Наибольший практический интерес при рассмотрении сварочной дуги для нас представляет ее статическая вольт-амперная характеристика. Ни в коем случае не стоит путать вольт-амперные характери
При сварке плавящимся электродом, под действием высокой
стики источника питания (трансформатора) и дуги, так как они обусловлены совершенно разными по сути физическими процессами. Статической вольт-амперной характеристикой дуги называют зависимость падения напряжения на дуге от силы сварочного тока при постоянной длине дуги и прочих постоянных условиях горения дуги.
Вольт-амперные характеристики дуги снимаются в лабораторных условиях, от специального источника с регулируемыми параметрами. Проведение данного эксперимента связано со значительными трудностями из-за сложности измерения и поддержания длины дуги, а также поддержания неизменными других физических условий. Трудности особенно усугубляются при проведении эксперимента с плавящимися электродами, длина дуги в процессе плавления которых постоянно меняется, кроме того, происходит влияние на дугу капель переносимого расплавленного металла вплоть до замыкания в некоторых случаях этими каплями дугового промежутка. Однако эмпирические результаты для такого рода дуг были давно получены и исследованы (рис. 1.9), их форма сохраняет свой вид и в случае ручной электросварки.
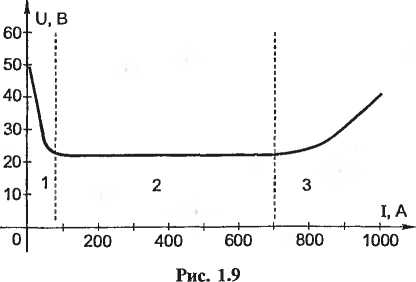
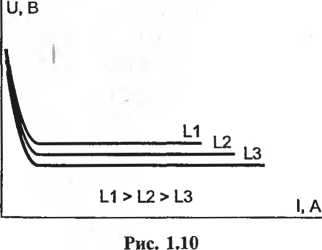
Статическую вольт-амперную характеристику дуги условно можно разделить на три участка: падающая — с ростом сварочного тока напряжение уменьшается (1); жесткая — с ростом тока напряжение остается практически неизменным (2); возрастающая — рост тока вызывает увеличение напряжения дуги (3). Зажигание дуги происходит при напряжениях 40...50 В. По мере увеличения тока дуги напряжение на ней падает до 20...25 В, уменьшение напряжения прекращается при достижении тока 70...80 А. При дальнейшем росте тока напряжение дуги стабилизируется — именно этот участок лучше всего использовать для электросварки. При токах свыше 800 А напряжение дуги начинает расти, однако такие значения недостижимы для бытовой электросварки и потому для нас малоинтересны. Положение вольт-амперных характеристик различно для дуг различной длины. При увеличении длины дуги график вольт-амперной зависимости сдвигается вверх — в сторону возрастания напряжения (рис. 1.10). Так, вольт-амперная характеристика (L3) соответствует короткой дуге; зависимость (L1) — длинной дуге для того же электрода и источника питания.
При ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика — изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует на-
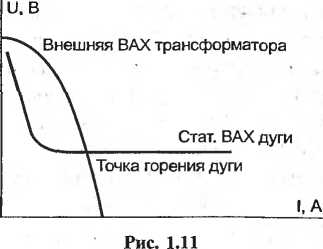
пряжению дуги при определенной ее длине (рис. 1.11). Однако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.
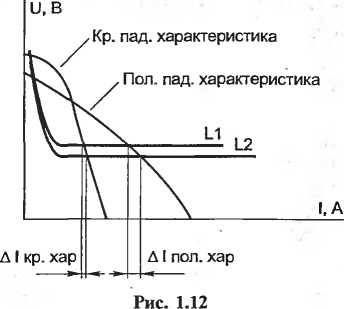
Что же мы видим? На рис. 1.12 изображены две статические характеристики одной и той же дуги на разных длинах L1, L2 — колебание длины дуги естественно при ручной сварке. Далее будем считать, что мы запитываем дугу от двух разных трансформаторов: с крутопадающей и пологопадающей внешней характеристикой. Графики соответствующих ВАХ трансформаторов изображены здесь же, и они пересекают кривые статических ВАХ дуги. Горение дуги возможно только в точках пересечения кривых внешних характеристик трансформаторов со статическими кривыми дуги на длинах LI, L2. Теперь обратите внимание, как изменяется ток в точках горения в первом и во втором случае, при переходе дуги с длины L1 на длину L2. Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению dIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с пологопадающей характеристикой, мы видим значительную разницу в изменении сварочного тока — dIпол.хар.
Выводы очевидны: стабильное горение дуги и высокое качество сварного шва возможны только при минимальных колебаниях рабочего тока, что может обеспечить только источник с крутопадающей внешней характеристикой.
Очевидно, что понятие крутопадающей характеристики для нас весьма условно, ведь как-либо количественно оценить крутизну падения вольт-амперной кривой конкретного трансформатора в реальных условиях вряд ли удастся. О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно — значит, все в порядке; иначе — характеристика трансформатора умещена в сторону жесткой. Здесь я хочу вас успокоить: у всех представленных в следующей главе конструкциях самодельных сварочных трансформаторов внешние характеристики отвечают условиям ручной сварки. Проблемы здесь скорее возникли бы у того, кто задался бы целью построить трансформатор как раз с жесткой характеристикой. Однако на практике все же иногда требуется исправление улучшение характеристик горения сварочной дуги, чего можно добиться достаточно простыми средствами. Добиться исправления внешней характеристики источника питания в сторону крутопадающей можно простым включением в сварочную цепь балластного сопротивления величиной в сотые доли ома — куска проволоки из нихрома или другого металла с высоким удельным сопротивлением |(рис. 1.13). Балластное сопротивление несколько ограничит макси-

Рис. 1.13
мальный ток трансформатора, зато заметно улучшит его внешнюю характеристику, особенно если она близка к жесткой. Так, при потере мощности в пределах 20...30 процентов, можно добиться приемлемых результатов горения дуги в ручном режиме у трансформаторов, с которыми до того работать было очень тяжело. К улучшению крутизны внешней характеристики трансформатора приводит также увеличение его выходного напряжения холостого хода, хотя при этом несколько уменьшается КПД трансформатора. Здесь уместно отметить, что лучшими для ручной электросварки внешними характеристиками обладают как раз трансформаторы с относительно невысокими КПД.
Кроме рассмотренных выше основных характеристик, дуга и источник питания характеризуются рядом дополнительных, которые влияют в основном на процесс зажигания дуги и поведение сварочной системы в некоторых нестандартных ситуациях.
Источник питания дуги должен быстро реагировать на изменения тока и напряжения в дуге, происходящие в процессе плавления электрода. Это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Эта способность трансформатора особенно важна при замыкании каплей переносимого расплавленного металл дугового промежутка, то есть когда, по сути, трансформатор переходит в режим короткого замыкания.
Сила тока при коротком замыкании выхода вторичной обмотки трансформатора на практике может превышать сварочный ток в 1,1...2 раза. Для промышленных источников питания нормальными считаются значения в пределах 1,1... 1,5 раза. С точки зрения промышленных технологий: чем меньше это отношение — тем лучше. Однако для ручной электросварки в бытовых условиях малое отношение токов короткого замыкания и сварки могут оказаться весьма вредным свойством, о чем будет сказано несколько ниже. Я бы рекомендовал считать хорошими для бытовых целей отношение токов в пределах 1,3... 1,6 раза.
Для устойчивого горения дуги важное значение имеет эластичность. Дуга считается эластичной, если дуга продолжает гореть при относительно значительном увеличении ее длины, вызванном разными причинами. Эластичность дуги оценивают количественно. Критерием эластичности дуги является ее наибольшая длина, при которой дуга еще не гаснет. Для бытовых аппаратов, работающих на трех-, четырехмиллиметровых электродах, хорошими показателями эластичности можно считать дугу, горящую при длине 5...7 мм. Вообще же при больших длинах дуги нарушается перенос электродного металла на изделие и сильно меняется сварочный ток, поэтому этот режим не является рабочим режимом.
При питании сварочной дуги от обычного трансформатора — переменным током — полярность электродов, а также условия горения дугового разряда периодически изменяются. Сварочная дуга может загореться только при достижении в начале синусоидального полупериода уровня напряжения, соответствующего напряжению зажигания дугового разряда — Uзаж, точка А (рис. 1.14). В конце полупериода, когда амплитуда напряжения опустится несколько ниже Uзаж, дуга погаснет, точка В. Ситуация повторится в следующем полупериоде, при повторном зажигании и потухании дуги, точки Al, В1, как и в каждом следующем полупериоде. То есть сварочная дуга переменного тока зажигается и гаснет 100 раз в секунду и горит отдельными вспышками. Протекание сварочного тока возможно только между точками A-В, А1-В1 и т. д. В промежутке В-Al дуга гаснет, ток не течет. На устойчивость и скорость повторного зажигания дуги существенное влияние оказывают параметры источников питания. К таким параметрам прежде всего относятся напряжение холостого хода и скорость его восстановления после обрыва тока дуги, фазовый сдвиг между напряжением холостого хода источника и током дуги.

Т зат
Рис. 1.14
Естественно, временные простои в горении дуги оказывают неблагоприятное влияние на процесс электросваривания. По возможности разрывы в горении стараются уменьшить или же избавиться от них вообще. Сократить разрывы в горении сварочной дуги можно путем повышения напряжения холостого хода источника питания. Однако напряжение холостого хода для переменного тока не может быть выше 80 В с точки зрения безопасности. К тому же повышенное напряжение приводит к падению КПД трансформатора, расходу материала и удорожанию конструкции.
Другим путем повышения непрерывности в горении дуги является включение в сварочную цепь дросселя (рис. 1.15), приводящего к сдвигу фаз между током и напряжением (рис. 1.16). Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи, может не иметь перерывов вообще, так как ее горение поддерживает теперь ЭДС самоиндукции. Для того чтобы величина ЭДС самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ῳ между током и напряжением. Устойчивое горение дуги на любых сварочных токах обеспечивается при cosῳ = 0,35...0,6. В результате сдвига фаз ток продолжает протекать и после снижения напряжения на клеммах трансформатора ниже уровня U3 (рис. 1.17).
ДР

Рис. 1.15
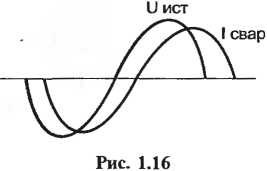
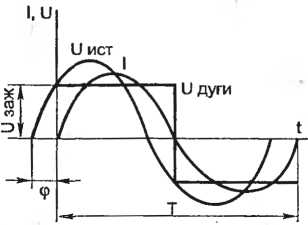
Рис. 1.17
Указанные выше меры широко применяются в промышленных стационарных сварочных аппаратах. В переносных и самодельных конструкциях подобные способы улучшения горения дуги не нашли применения из-за громоздкости оборудования (дросселя во вторичной цепи), резкого увеличения веса и усложнения конструкции. В случае необходимости дроссель может использоваться в сварочном оборудовании как съемный дополнительный элемент — такие дросселя выпускаются промышленностью и могут изготовляться самостоятельно. В компактных сварочных аппаратах также не стремятся к увеличению напряжения холостого хода, ограничиваясь, как правило, величиной в пределах 47...60 В.
Кроме переменного тока для питания сварочной дуги может использоваться постоянный ток. На постоянном токе горение сварочной дуги более стабильно, сварные швы получаются более качественными, легче поддерживаются пониженные значения сварочных токов. Кроме того, некоторые типы электродов, например для сварки нержавеющей стали, требуют только постоянного тока. Обычные же электроды, предназначенные для переменного тока, нормально работают и на постоянном токе. Постоянный ток в бытовых сварочных аппаратах получается путем выпрямления переменного тока с помощью полупроводниковых выпрямительных мостов.
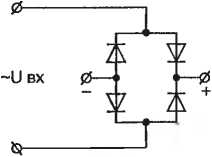
Рис. 1.18
Выпрямительный мост может быть создан на основе мощных диодов типа В-200 (максимальный ток 200 А) (рис. 1.18). Эти диоды имеют внушительные размеры, а их корпус посажен на алюминие-
0
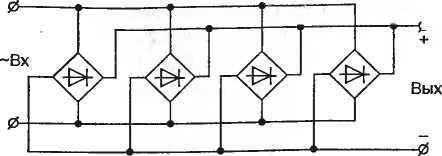
Рис. 1.19
вые радиаторы. Причем корпус диода, а значит, и крупный радиатор находятся под напряжением, поэтому диоды с их радиаторами должны крепиться так, чтобы не имели контакта друг с другом, не касаясь токопроводящих частей корпуса аппарата. Подобное неудобство с креплением приводит к тому, что размеры собранного диодного моста слишком вырастают, увеличивая и усложняя конструкцию сварочного аппарата в целом. В последнее время на рынке появились уже готовые — интегрированные в одном корпусе диодные мосты импортного производства. Размер одного такого диодного мостика сопоставим с размерами спичечного коробка или одного диода В-200 без радиатора, при максимальном токе 30.. .50 А. Если интегрированные диодные мосты соединить параллельно (рис. 1.19), то вместе они смогут выдерживать более значительные токи. Строго говоря, суммарный ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В-200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор и свободно крепить где удобно внутри корпуса сварочного аппарата. Для выпрямителя может использоваться 3—5 интегрированных диодных мостиков, обязательно одной и той же марки. Как показывает практика, они не сильно греются и даже без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме.

и выпр

Рис. 1.20
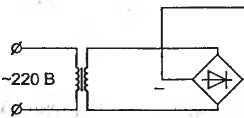
Рис. 1.21

R 0,5...1,5 Ом С10000мкФ 100 В

На диодных мостах происходит неизбежное падение напряжения, поэтому на выходе источника питания постоянного тока напряжение будет где-то на 4...5 В меньше от напряжения холостого хода трансформатора (без конденсатора). При этом напряжение на выходе не будет строго постоянным -— его форма будет пульсирующей (рис. 1.20). Если проводить измерения в режиме холостого хода вольтметром постоянного тока, то его показания будут соответствовать чему-то вроде эффективного значения постоянного пульсирующего напряжения (показания примерно в 1,4... 1,5 раза меньше напряжения пиков максимумов амплитуды Um). В принципе, обычные вольтметры не предназначены для точного измерения подобного рода сигнала. Форму постоянного напряжения можно сгладить, установив на выходе конденсатор емкостью 5000... 10000 мкФ. В этом случае показания вольтметра возрастут примерно в 1,4 раза, так как конденсатор на холостом ходу зарядится до уровня максимального по амплитуде напряжения. Конденсатор рекомендуется ставить особенно в том случае, если источник питания имеет низкое выходное напряжение (Меньше 40 В) и возникают трудности в момент зажигания сварочной дуги. При этом конденсатор лучше включить через сопротивление порядка 0,5... 1 Ом (рис. 1.21). Присутствие резистора обусловлено тем, что в момент зажигания дуги происходит касание конца электрода об металл изделия — то есть короткое замыкание. Если сопротивления в цепи конденсатора нет, то происходит мгновенный разряд конденсатора большой емкости, импульс высокого тока сопровождается громким щелчком, а часто разрушением кончика элек-
трода или его мгновенным привариванием к металлу изделия. Рaбoтать с таким источником весьма неудобно, треск разрядов действуют на нервы. Дополнительный же резистор ограничивает ток, сглаживает разряд конденсатора, делая зажигание дуги легким и мягким.
Прежде чем приступить к изготовлению сварочного трансформатора или более завершенной конструкции — сварочного аппарата, необходимо четко определиться — на какой величине сварочного тока его предстоит эксплуатировать. Величина тока сварочного трансформатора связана с мощностью следующей зависимостью:
Р = UIcosῳ,
где ῳ — угол сдвига фаз между током и напряжением.
Так как сам трансформатор является индуктивной нагрузкой, то угол сдвига фаз всегда существует. В случае расчета потребляемой мощности cosῳ можно принять равным 0,8.
Однако для сварщика наиболее важной характеристикой является не мощность источника питания, а развиваемый им ток в дуговом режиме, так как именно на ток рассчитаны электроды соответствующих диаметров и марок.
Для электросварки в бытовых целях чаще всего используются покрытые электроды из низколегированной стали диаметром 2, 3 и 4mm. Из них наибольшее распространение получили, наверное, трехмиллиметровые электроды — «тройка», как наиболее универсальное решение, подходящие для сваривания как относительно тонкой стали, так и для металла значительной толщины. Сварочный ток выбирается исходя из формулы:
I = (20 + 6d)d.
Или по упрощенной зависимости: I = Kd (А), где d—диаметр электрода; К — коэффициент, принимается 25...50 А/мм.
При этом коэффициент 25 А/мм выбирается для так называемой холодной сварки, для которой лучше подходит постоянный ток. Для большинства же видов работ, в основном проводящихся в нижнем горизонтальном положении, берется коэффициент 35...40 А/мм. Таким образом для сварки двухмиллиметровыми электродами выбирается ток порядка 70 А; «тройка» чаще всего работает на токе 110... 120 А; для «четверки» потребуется сила в 140... 150 А сварочного тока. Естественно, для заваривания особенно массивных изделий и для резки металла выбираются токи исходя с коэффициента повыше — 45...50 А/мм. Для заваривания тонкого металла и потолочных швов, напротив, ток необходимо уменьшать. Так как большинство сварочных аппаратов не обладают средствами точного отображения сварочного тока, то сила тока обычно подбирается для конкретных работ опытным путем, так, чтобы сварочная дуга горела устойчиво, наплавление шло равномерно, но при этом не выделялось излишнее тепло.
Приступая к сборке трансформатора, разумным будет установить для себя предел выходного тока, и мотать обмотки под выбранную мощность. Хотя здесь можно ориентироваться и на максимально возможную мощность для конкретного образца, учитывая, что от однофазной сети любой трансформатор вряд ли способен развить ток выше 200 А. При этом необходимо четко осознавать, что с увеличением мощности растет степень нагрева и износа трансформатора, необходимы более толстые и дорогие провода, увеличивается вес, да и не каждая электросеть может выдержать аппетиты мощных сварочных аппаратов. Золотой серединой здесь может быть мощность трансформатора, достаточная для работы наиболее ходовым трехмиллиметровым электродом, для чего понадобится выходной ток 120... 130 А. Правильно рассчитанный и изготовленный сварочный трансформатор обеспечивает хорошее качество сварки на заданной мощности, не требует каких-либо дополнительных средств ограничения тока или исправления характеристик, не перегревается, имеет больший ресурс надежности и не так садит сеть, не приводя лишний раз к выбиванию «пробок».
Наиболее ответственной задачей при самостоятельном изготовлении сварочного трансформатора является расчет его параметров, определяющих прежде всего мощность и ток вторичной катушки, также немаловажны КПД, качество выходных характеристик, надежность собираемого изделия. Конструирование самодельных свароч-ных трансформаторов обладает своей,выраженной спецификой, так как в большинстве случаев они не соответствуют типовым схемам и для них, по большому счету, нельзя применить стандартные методики расчета, разработанные для промышленных трансформаторов. Специфика состоит в том, что при изготовлении самоделок параметры их компонентов подстраиваются под уже имеющиеся в наличии материалы — в основном под магнитопровод. Часто трансформаторы собираются не из самого лучшего трансформаторного железа, мотаются не самым подходящим проводом, усиленно греются и вибрируют, но главное — работают, отвечая (потребностям своего владельца, при этом не сильно уменьшая бюджет на свое приобретение.
При изготовлении трансформатора, близкого по конструкции промышленным образцам, можно пользоваться стандартными методиками расчета. Такие методики устанавливают наиболее оптимальные значения обмоточх и геометрических параметров трансформатора. Однако, с другой стороны, эта же оптимальность является недостатком стандартных методик. Так как они оказываются совершенно бессильными при выходе какого-либо параметра за рамки стандартных значений. "
Здесь приводится методика, применимая для расчета распространенных в промышленности сварочных трансформаторов с увеличенг ным магнитным рассеянием. Трансформатор изготовлен на основе П-образного магнитопровода (рис. 1.22). Его первичная и вторичная обмотки состоят из двух равных частей, которые расположены на противоположных плечах магнитопровода. Соединены между собой половины обмоток на разных плечах последовательно.
Исходными данными при расчете сварочного трансформатора являются заданная мощность трансформатора, коэффициент продолжительности работы, номинальный ток, напряжение холостого хода и тепловой режим работы. Для выбора числа витков обмоток трансформатора рекомендуется пользоваться эмпирической зависимостью параметра Е (в вольтах на виток):
Е= 0,55 + 0,095 Р№.
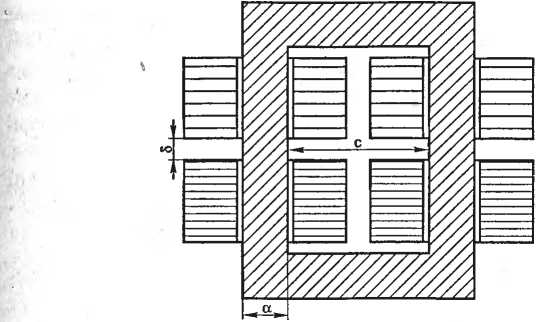
Рис. 1.22
Эта зависимость справедлива для широкого диапазона мощностей, однако наибольшую сходимость результатов дает в диапазоне 5...30 кВа. Также вводится параметр мощности, учитывающий продолжительность работы трансформатора:
Рдл= U2 .I2 .(ПР/100)1/2. 10-3,
где I2 — номинальный сварочный ток, A; U2 — напряжение холостого хода вторичной обмотки; ПР — коэффициент продолжительности работы, %. Коэффициент продолжительности работы показывает, сколько времени (в процентах) трансформатор работает в дуговом режиме (нагревается), остальное время он находится в режиме холостого хода (остывает). Для самодельных конструкций и переносных промышленных трансформаторов ПР можно считать равным 15.. .20%.
Комментируя вышесказанное, следует отметить, что сам ПР в об-щем-то не влияет на выходной ток трансформатора, впрочем, как и соотношения витков трансформатора не слишком-то сказываются на параметре ПР у готового изделия. ПР в большей степени зависит от других факторов: сечения провода и плотности тока, изоляции и способа укладки провода, вентиляции. Однако с точки зрения приведенной методики считается, что для различных ПР более оптимальными будут несколько отличные соотношения между количеством витков катушек и площадью сечения магнитопровода, хотя, в любом случае, выходная мощность остается неизменной, рассчитанная на заданный ток 12. Ничто не мешает нам принять ПР, скажем, 60% или все 100%, а эксплуатировать трансформатор на меньшем значении, как на практике обычно и происходит. Хотя, по-моему, лучшее сочетание обмоточных данных и геометрии трансформатора обеспечивает выбор значения ПР пониже.
Числа витков (сумма обеих половин) первичной и вторичной обмоток определяются соответственно:
N1=U1/E ; N2= U2/E,
где U1 — напряжение сети, В.
Номинальный ток первичной обмотки в амперах:
I1= I2km/n,
где кт = 1,05... 1,1 — коэффициент, учитывающий намагничивающий ток трансформатора; п = N1/N2 — коэффициент трансформации.
Сечение стали сердечника трансформатора (см2) определяется по формуле:
S=U2 .104 /(4,44 . f. N2- Вт),
где f= 50 Гц — промышленная частота тока; Вm — индукция магнитного поля в сердечнике, Тл. Для трансформаторной стали индукция может быть принята Вm = 1,5... 1,7 Тл, рекомендуется принимать ближе к меньшему значению.
Конструктивные размеры трансформатора приведены применительно к стержневой конструкции магнитопровода. Линейные размеры даны в миллиметрах:
• ширина пластины стали из пакета магнитопровода
ᾇ = (S • 100/(р1 • kс))1/2 ;
• толщина пакета пластин плеча магнитопровода b = а .р1;
• ширина окна магнитопровода с = b/р2,
где p1 = 1,8.. .2,2; p2 = 1,0...1,2; кс = 0,95. ..0,97 — коэффициент заполнения стали. Измеряемая по линейным размерам сторон собранного трансформатора площадь сечения магнитопровода будет несколько больше рассчитанного значения, надо учитывать неизбежные зазоры между пластинами в наборе железа, и равняется: SИЗ = S/kc.
Высота магнитопровода методикой строго не устанавливается и выбирается исходя из размеров катушек с проводом, крепежных размеров, а также учитывается расстояние между катушками, которое выставляется при подстройке тока трансформатора. Размеры катушек определяются сечением провода, количеством витков и способом намотки.
Для примера возьмемся рассчитать с помощью вышеприведенной методики данные для сварочного трансформатора, рассчитанного на рабочий ток вторичной катушки 12 = 160 А, с выходным напряжением холостого хода U2 = 50 В, сетевым напряжением Ц = 220 В, значение ПР примем, скажем, 20%. Будем сразу подставлять заданные значения в приведенные выше формулы.
I1 =km/n .
Итак, параметр мощности:
Рдл= 50 • 160(20/100)1/2 • 10-3= 3,58.
Определяем значение вольт на виток:
Е = 0,55 + 0,095 • 3,58 = 0,89.
Числа витков:
N1 = 220/0,89= 247; N2 = 50/0,89 = 56.
Коэффициент трансформации:
п = Nt/N2 =4,4
Ток первичной обмотки:
I1= 160-1,1/4,4 = 40 А,
** генератор надо дизель 8 квт а не 5!! там 24 ампера макс. где принимается кт - 1,1.
И наконец сечение магнитопровода:
5= 50 • 104/(4,44 • 50- 56• 1,5) = 27 см 2, где принимаем Вт = 1,5 Тл.
Сразу же рассчитаем измеряемое значение Sm, так как на практике именно его приходится подбирать:
Sиз = S/0,95 = 28,4 см2.
Геометрические параметры магнитопровода:
• ширина пластин плеч магнитопровода ᾇ = (27 • 100/(2 • 0,95))1/2 = 37,7 мм;
• толщина пакета пластин магнитопровода
b = 37,7 . 2 = 75,4 мм;
• ширина окна магнитопровода с = 75,4 • 1,2 = 90 мм.
(значение ᾇ подбирается ближайшее из сортамента трансформаторной стали, конечное значение b корректируется с учетом ранее выбранного ᾇ, ориентируясь на полученные значения S и Sиз).
Сварочный ток можно регулировать, перемещая секции первичной и вторичной обмоток относительно друг друга. Чем больше расстояние между первичной и вторичной обмотками, тем меньшим будет выходная мощность сварочного трансформатора.
Таким образом, для сварочного трансформатора с ходовым током 160 А нами были получены значения основных параметров: суммарное количество витков первичных катушек = 247 вит. и измеряемая площадь сечения магнитопровода Sm = 28,4 см2. Так как мной был отдельно проведен расчет трансформатора для случая с ПР = 100%, то соотношения и в этом случае получились несколько иными: 41,6 см2 и 168 соответственно для того же тока 160 А.
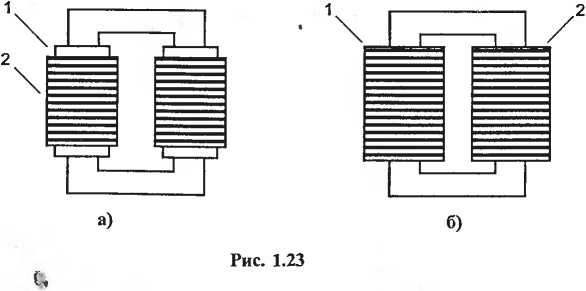
На что нужно обратить внимание, анализируя полученные результаты? Прежде всего, в этом случае соотношения между S и N для определенного тока действительны только для сварочного трансформатора, изготовленного по схеме с увеличенным магнитным рассеиванием. Если бы мы применили значения S и N1 , полученные для этого типа трансформатора, для другого трансформатора — построенного по схеме силового трансформатора (рис. 1.23, а), то выходной ток при тех же значениях S, N1 значительно возрос бы, предположительно в 1,4... 1,5 раза или пришлось бы примерно во столько же раз увеличить количество витков первичной катушки Nt для сохранения заданной величины тока. Сварочные трансформаторы, у которых секции вторичной катушки намотаны поверх первичной, получили большее распространение при самостоятельном изготовлении. Магнитный поток у них более сконцентрирован и энергия передается более рационально, хотя это и может приводить к некоторому ухудшению сварочных характеристик, о чем уже было сказано выше. Также надо учитывать, что сложно получить ток дуги выше 200 А при работе от бытовой однофазной сети.
. Неприемлемость во многих случаях стандартных методик расчета заключается в том, что они устанавливают для конкретной мощности трансформатора только единые значения таких основных параметров, как измеренная площадь сечения магнитопровода (SИЗ) и количество витков первичной обмотки (N1, хотя последние и считаются оптимальными. Выше нами было получено сечение магнитопровода для тока 160 А, равное 28 см2. На самом деле сечение магнитопровода для той же мощности может варьироваться в значительных пределах — 25...60 см2 и даже выше, без особой потери в качестве работы сварочного трансформатора. При этом под каждое произвольно взятое сечение необходимо рассчитать количество витков, прежде всего первичной обмотки, таким образом, чтобы получить на выходе заданную мощность. Зависимость между соотношением S и Nt близка к обратно пропорциональной: чем больше площадь сечения магнитопровода (S), тем меньше понадобиться витков обеих катушек.
Самой важной частью сварочного трансформатора является магнитопровод. Во многих случаях для самоделок используются магнитопроводы от старых электроприборов, которые до того ничего общего со сваркой не имели: всевозможные крупные трансформаторы, автотрансформаторы (ЛАТРы), электродвигатели. Часто эти магнитопроводы обладают весьма экзотической конфигурацией, а их гео-метрические параметры невозможно изменить. И сварочный трансформатор приходится рассчитывать под то, что есть, — нестандартный магнитопровод, используя нестандартную методику расчета.
Наиболее важными при расчете параметрами, от которых зависит мощность, являются площадь сечения магнитопровода, количество витков первичной обмотки и расположение на магнитопроводе первичной и вторичной обмоток трансформатора. Сечение магнитопровода в данном случае измеряется по наружным размерам сжатого пакета пластин, без учета потерь на зазоры между пластинами, и выражается в см2. По расположению обмоток трансформаторы можно разделить на два типа: такие, у которых первичная и вторичная обмотки (или их части) находятся на одном плече (рис. 1.23, а); второй тип — у которых обмотки разнесены на разные плечи (рис. 1.23, б). При напряжении питания сети 220...240 В, с незначительным сопротивлением в линии, я могу рекомендовать следующие формулы приближенного расчета витков первичной обмотки, которые дают положительные результаты для токов 120... 180 А для многих типов сварочных трансформаторов.
Для первого тпа (с обмотками на одном плече (рис. 1.23, а):
N1 =7440 .U1/(S из .I2) .
Для второго типа (с разнесенными обмотками (рис. 1.23, б):
N1 =4960 . U1/(S из .I2) ,
где N1 — примерное количество витков первичной обмотки, — измеренное сечение магнитопровода (см2), I2 — заданный сварочный ток вторичной обмотки (A), U1 — сетевое напряжение.
При этом надо учитывать, что для трансформатора с разнесенными по разным плечам первичной и вторичной обмотками вряд ли удастся получить ток более 140 А — сказывается сильное рассеивание магнитного поля. Нельзя также ориентироваться на ток выше 200 А для остальных типов трансформаторов. Формулы носят весьма приближенный характер. Некоторые трансформаторы с особенно несовершенными магнитопроводами дают значительно более низкие показатели выходного тока. Кроме того, существует много таких параметров, которые нельзя определить и учесть в полной мере. Обычно

Рис. 1.24
неизвестно, из какого сорта железа изготовлен тот или иной, снятый со старого оборудования магнитопровод. Напряжение в электросети может сильно изменяться (190...250 В). Еще хуже, если линия электропередачи обладает значительным собственным сопротивлением, составляя всего единицы Ома, оно практически не влияет на показания вольтметра, обладающего большим внутренним сопротивлением, но может сильно гасить мощность сварки. Учитывая все вышеизложенное, рекомендуется первичную обмотку трансформатора выполнять с несколькими отводами через 20...40 витков (рис. 1.24). В этом случае всегда более точно можно будет подобрать мощность трансформатора или подрегулировать ее под напряжение конкретной сети.
Количество витков вторичной обмотки определяется из соотношения (кроме «ушастика», см. ниже):
N2 = 0,95 . N1 . U2/U1 ,
где U2 — желаемое напряжение холостого хода на выходе вторичной обмотки (45...70 В), U1 — напряжение сети.
Теперь мы знаем, как можно рассчитать витки катушек сварочного трансформатора под определенное сечение магнитопровода. Но остается вопрос — каким именно выбрать это сечение, особенно если конструкция магнитопровода позволяет варьировать его значение?
Оптимальное значение сечения магнитопрвода для типичного сварочного трансформатора мы получили ранее в примере расчета по стандартной методике (160 А, 26 см2). Однако далеко не всегда оптимальные с точки зрения энергетических показателей значения являются таковыми, а то и возможными вообще, с точки зрения конструктивных и экономических соображений.
Например, трансформатор одной и той же мощности может иметь сечения магнитопровода с разницей в два раза: скажем 30...60 см2. При этом количество витков обмоток будет различаться тоже примерно в два раза: для 30 см2 придется мотать в два раза больше провода, чем для 60 см2. Если у магнитопровода небольшое окно, то вы рискуете тем, что все витки попросту не влезут в его объем или придется использовать очень тонкий провод — в этом случае необходимо увеличить сечение магнитопровода с целью уменьшения количества витков провода (актуально для многих самодельных трансформаторов). Вторая причина — экономическая. Если обмоточный провод в дефиците, то, учитывая его немалую стоимость, этот материал придется экономить по максимуму, если есть возможность, наращиваем магнитопровод до большего сечения. Но, с другой стороны, магнитопровод — самая тяжелая часть трансформатора. Лишняя площадь сечения магнитопровода — лишний и притом, весьма ощутимый вес. Проблема прибавки веса особенно сказывается тогда, когда трансформатор намотан алюминиевым проводом, вес которого намного меньше стали, а тем более меди. При больших запасах провода и достаточных размерах окна магнитопровода этот элемент конструкции имеет смысл выбирать потоньше. В любом случае не рекомендуется опускаться ниже значения 25 см2, не желательны также сечения выше 60 см2.
В некоторых случаях о выходной мощности трансформатора можно судить по току первичной обмотки в режиме холостого хода. Вернее, здесь можно говорить не о количественной оценке мощности в режиме сварки, а о настройке трансформатора на максимальную мощность, на которую способна конкретная конструкция. Или же речь идет о контроле количества витков первичной обмотки, чтобы не Допустить их недостатка в процессе изготовления. Для этого понадобится некоторое оборудование: ЛАТР (лабораторный автотрансформатор), амперметр, вольтметр.
В общем случае по току холостого тока нельзя судить о мощности: ток может быть разным даже для одинаковых типов трансформаторов. Однако, исследовав зависимость тока по первичной обмотке в режиме холостого хода, можно более уверенно судить о свойствах трансформатора. Для этого первичную обмотку трансформатора надо подключить через ЛАТР, что позволит плавно менять напряжение на ней от 0 до 250 В. В цепь также должен быть включен амперметр (рис. 1.25). Постепенно увеличивая напряжение на обмотке, можно получить зависимость тока от питающего напряжения. Она будет иметь следующий вид (рис. 1.26).
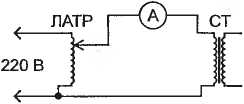
Рис. 1.25

U, В
Рис. 1.26
Сначала кривая тока полого, почти линейно возрастает до небольшого значения, далее скорость возрастания увеличивается — кривая загибается вверх, после чего следует стремительное увеличение тока. В случае, когда устремление кривой к бесконечности происходит до точки рабочего напряжения 240 В (крив. 1), то это значит, что первичная обмотка содержит мало витков и ее необходимо домотать. (Надо учитывать, что трансформатор, включенный на то же напряжение без ЛАТРа, будет брать ток примерно на 30% больше.) Если же точка рабочего напряжения лежит на изгибе кривой, то при сварке трансформатор будет выдавать свою максимальную мощность (крив. 2, ток сварки до 200 А). В случае кривых 3, 4 трансформатор будет иметь ресурс мощности, которую можно увеличить путем уменьшения витков первичной обмотки, и незначительный ток холостого хода: большинство самоделок ориентированы на это положение. Реально токи холостого хода различны для разных типов трансформаторов, в большинстве случаев находясь в интервале 100...500 мА. Я не рекомендую устанавливать ток холостого хода более 2 А.
Как уже отмечалось, мощность сварочного трансформатора сильно зависит от расположения обмоток. У трансформаторов, у которых первичная и вторичная обмотки размещены на плечах вместе, мощность значительно выше, чем у тех, обмотки которых разнесены на разные плечи. Например, сварочный трансформатор, изготовленный на П-образном магнитопроводе N1=260, SИЗ = 34,5 см2, 15,4 х 18 см, 47 В) по схеме (рис. 1.23, б) развивал ток, достаточный для работы 3-миллиметрового электрода — около 110... 120 А. Трансформатор, изготовленный на том же магнитопроводе, но уже по схеме (рис. 1.23, а), когда половины первичной и вторичной обмоток расположены на одном плече, стал выдавать ток 160... 180 А при сетевом напряжении 240 В вблизи от подстанции.
Кроме изменения мощности расположение обмоток влияет на некоторые другие характеристики трансформатора. Особенно сильно изменяется отношение тока сварки к току короткого замыкания. У сварочных трансформаторов с разнесенными обмотками это отношение очень низкое — не более чем 1,1... 1,2, то есть ток короткого замыкания мало отличается от рабочего сварочного тока. Дуга горит очень мягко. С точки зрения промышленных технологий низкое отношение значений токов является очень хорошим показателем. Однако там предполагается, что сварка ведется по ровной, тщательно подготовленной поверхности. В быту же все обстоит несколько иначе: часто приходится варить ржавый грубый металл с рваными краями на предельном для электрода токе, сварочные трансформаторы также нередко применяются для резки металла. И трансформаторы с малым отношением токов ведут себя здесь не слишком-то удовлетворительно. Дело в том, что при сварке очень короткой дугой на относительно небольшом токе расплавленный металл заливает дуговой промежуток и трансформатор переходит в режим короткого замыкания. При коротком замыкании ток возрастает, выдувая расплавленный металл, и процесс горения дуги восстанавливается. Если же ток короткого замыкания низкий, то дуга гаснет и электрод залипает. Такое возможно при сварке пониженным током на рваной поверхности, когда отдельные выступы могут приближаться к концу электрода и замыкать его, а также при резке металла. Как показывает практика, особенно низким отношением характеризуются трансформаторы П-образной конфигурации вида (рис. 1.23, б), так как расстояние между обмотками у них особенно велико.
Итак, для сварочного трансформатора потребуется магнитопровод, провод для первичной и вторичной обмоток и материал для крепления и изоляции обмоток. Магнитопроводы состоят из набора пластин трансформаторного железа и могут отличаться различными конфигурациями. Об выборе магнитопровода будет подробно сказано далее, при рассмотрении конструкций конкретных трансформаторов. Но перед этим необходимо определиться с выбором провода для обмоток. Предполагается, что при стремлении к максимальной экономии в самодельных конструкциях сварочных трансформаторов могут использоваться нестандартные решения построения обмоток, старые, бывшие в употреблении провода и материалы, несвойственные для промышленного сварочного оборудования.
Учитывая высокую мощность, для обмоток сварочного трансформатора понадобится провод относительно большого сечения. Развивая в режиме сварки значительный ток, трансформатор постепенно нагревается. Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр или площадь поперечного сечения провода его обмоток. Чем толще провод, тем лучше он пропускает ток, тем меньше нагревается и, наконец, тем лучше он рассеивает тепло. Основной характеристикой здесь является плотность тока (А/мм2), чем выше значение плотности тока в проводах, тем интенсивнее будет происходить разогрев трансформатора. Наиболее распространенным материалом для провода является медь, хотя обмоточный провод может быть и алюминиевым. Обмотки из Меди получаются компактнее, так как этот металл позволяет использовать в 1,6 раз большую плотность тока, нежели алюминиевый провод. Зато алюминиевый провод дешевле, а обмотки из него получаются легче.
В промышленных трансформаторах плотность тока не превышает значения 5 А/мм2 для медного провода. Но для самодельных трансформаторов удовлетворительным результатом можно считать для меди даже 10 А/мм2. С увеличением плотности тока резко ускоряется нагрев трансформатора. Нередки случаи, когда в самоделках для первичной обмотки используются провода, выдерживающие токи более высокой плотности — до 20 А/мм2. Но в этом случае трансформатор нагреется до температуры порядка 60 градусов уже после использования подряд 2...3 электродов, потом придется ждать, пока обмотки остынут. Время перерыва на охлаждение будет сильно зависеть от конструкции аппарата: как у него организовано охлаждение и насколько хорош теплоотвод из катушек. Если варить предполагается немного, а лучших материалов все равно не предвидится, то на худой конец можно намотать проводом и с сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность сварочного трансформатора. Оптимальным для самодельных трансформаторов можно считать плотность тока до 7 А/мм2.
Кроме сечения и металла, другой важной характеристикой провода является способ его изоляции. Провод может быть просто покрыт лаком, умотан в один или два слоя нитки или ткани, которые в свою очередь могут быть пропитаны или нет лаком. От типа изоляции сильно зависит надежность обмотки, ее максимальная температура перегрева, влагостойкость, изоляционные качества (табл. 1). Наилучшим вариантом является изоляция из стеклоткани, пропитанной теплостойким лаком. Наименее желательным, но самым доступным материалом для самоделок являются обычные провода ПЭЛ, ПЭВ 1,6...2,4 мм в простой лаковой изоляции. Такой провод легче всего достать, он наиболее распространен: его можно снять с катушек дросселей и трансформаторов отслужившего свой век оборудования. Осторожно снимая старые провода с катушек, необходимо следить за состоянием их покрытия и слегка поврежденные участки дополнительно изолировать. Хуже, когда катушки с проводом были дополнительно пропитаны лаком или закрашены, их витки между собой склеились и, при попытке рассоединения, затвердевшая пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В редких случаях, при отсутствии других материалов, самоделыцики мотают обмотки даже монтажным проводом в хлорвиниловой изоляции. Их недостатки: лишний объем изоляции и плохой теплоотвод.
Таблица 1.1
Основные характеристики обмоточных проводов
|
Марка провода |
Номинальные диаметры по меди, мм |
Толщина изоляции, мм |
Класс нагревостойкости |
|
ПЗВ-1 |
0.02...2.44 |
0.023...0.085 |
А(105°С) |
|
ПЭВ-2 |
0.06...2.44 |
0.023...0.085 |
А(105°С) |
|
ПЭМ-1 |
0.06...2.44 |
0.025...0.085 |
А(105°С) |
|
ПЭМ-2 |
0.06...2.44 |
0.025...0.085 |
А(105°С) |
|
ПЭЛР-1 |
0.10...2.44 |
0.025...0.085 |
А(105°С) |
|
ПЭРЛ-2 |
0.10...2.44 |
0.025...0.085 |
А(105°С) |
|
пэвло |
0.06...2.1 |
! |
А(105°С) |
|
ПЭЛБО |
0.38...2.1 |
А(105°С) | |
|
ПЭВТЛ-1 |
0.05...1.56 |
0.015...0.07 |
Е(120°С) |
|
ПЭВТЛ-2 |
0.05... 1.56 |
0.02...0.08 |
Е(120°С) |
|
ПЛД |
0.39...1.3 |
0.18...0.2 |
Е(120°С) |
|
ПЭТВ |
0.06...2.44 |
0.027...0.09 |
В(130°С) |
|
псд-л |
0.31 ...5.2 |
F(155°C) | |
|
псд-т |
0.31...2.1 |
F(155°C) | |
|
псдт-л |
0.31...2.1 |
F(155°C) | |
|
ПЭТ-155А |
0.31...2.1 |
0.03...0.09 |
F(155°C) |
|
псдк |
0.31 ...5.2 |
H(180°C) | |
|
псдк-л |
0.31...5.2 |
H(180°C) |
Продолжение таблицы 1.1
|
Марка провода |
Номинальные диаметры по меди, мм |
Толщина изоляции, мм |
Класс нагревостойкости |
|
псдкг |
0.31 ...2.1 |
Н (180°С) | |
|
псдкг-л |
0.31 ...2.1 |
Н (180°С) | |
|
пэтксот |
0.33...1.56 |
0.14...0.16 |
С(200°С) |
|
ПНЭТ-имид |
0.1...1.3 |
0.025...0.06 |
С(200°С) |
|
Примечание к таблице. ПЭВ, ПЭМ - провода, эмалированные высокопрочным лаком (соответственно, виниф-лекс и мегалвин), выпускаются с тонким (ПЭВ-1,ПЭМ-1) и усиленным изоляционными слоями (ПЭВ-2, ПЭМ-2), ПЭЛ - провод, эмалированный лаком на масляной основе; ПЭЛР-1, ПЭЛР-2 - провода, эмалированные высокопрочным полиамидным лаком, соответственно с тонким и усиленным слоями изоляции; ПЭЛБО, ПЭВЛО - провода на основе проводов типа ПЭЛ и ПЭВ с одним слоем, соответственно натурального шелка, хлопчатобумажной пряжи или лавсана; ПЭВТЛ-1, ПЭВТЛ-2 - провод, эмалированный высокопрочной полиуретановой эмалью, теплостойкой, с тонким и усиленным слоями изоляции; ПДД - провод, изолированный двумя слоями лавсана; ПЭТВ - провод, эмалированный теплостойким высокопрочным полиэфирным лаком; провода типа ПСД-- с изоляцией из бесщелочного стекловолокна, наложенного двумя слоями с подклейкой и пропиткой нагревостойким лаком (в обозначениях марок: Т - утоненная изоляция, Л - с поверхностным лаковым слоем, К - с подклейкой и пропиткой кремнийорганическим лаком); ПЭТКСОТ - провод, изолированный теплостойкой эмалью и стекловолокном; ПНЭТ-имид - провод изолированный высокопрочной эмалью на полиамидной основе. Под толщиной изоляции в таблице принимается разность между максимальным диаметром провода и номинальным диаметром по меди. | |||
Качеству укладки первичной обмотки сварочного трансформатора всегда следует уделять наиболыпе внимание. Первичная обмотка содержит большое количество витков, чем вторичная, плотность ее намотки выше, чаще всего она больше греется. Первичная обмотка находится под высоким напряжением, при ее межвитковом замыкании или пробое изоляции, скажем, через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее без разборки всей конструкции невозможно.
Вторичная обмотка мотается единым или многожильным проводом, сечение которого обеспечивает необходимую плотность тока. Существует несколько способов решения этой проблемы. Во первых, можно использовать монолитный провод сечением 10...24 мм2 из меди или алюминия. Такие провода прямоугольного сечения (обычно называемые шиной) используются для промышленных трансформаторов. Монолитным проводом удобно мотать на отделы ном каркасе катушки, куда после завершения укладки обмотки набивается пакет трансформаторной стали. Однако во многих самодельных конструкциях с неразборным магнитопроводом провод обмоток приходится много раз протягивать через узкие окна. Попробуйте себе представить, как это проделать примерно 60 раз с твердым медным проводом сечением, скажем, 16 мм2. В этом случае лучше отдать предпочтение алюминиевым проводам — они намного мягче, да и стоят дешевле. Второй способ — намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции, которые используются в мощных трехфазных кабелях. Резину легко удалить, а вместо нее провод наматывается слоем какого-нибудь тонкого изоляционного материала. Третьим способом можно изготовить вторичную обмотку из нескольких одножильных проводов — примерно таких, которыми моталась первичная обмотка. Для этого 2...5 проводов диаметром 1,6...3 мм аккуратно стягиваются вместе, скажем, скотчем и используются как один многожильный. Такая шина из нескольких проводов занимает небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку. Если же с проводом уж очень туго, то вторичную обмотку можно изготовить и из тонких, наиболее распространенных проводов ПЭВ, ПЭЛ диаметром 0,8... 1,2 мм, хотя для этого и придется потратить час-другой лишнего времени.
Для начала нужно выбрать ровное прямое пространство, где жестко устанавливаются два колышка или крючка, с расстоянием между ними, равным длине провода вторичной обмотки — 20.. .30 м. Потом между ними протягивается без прогиба несколько десятков жил тонкого провода — получается один вытянутый пучок. Далее один из концов пучка отсоединяется от опоры й зажимается в патрон электро- или ручной дрели. На небольших оборотах весь пучок, в слегка натянутом состоянии, за несколько приемов закручивается в единый провод. В процессе закручивания пучок проводов необходимо периодически встряхивать, держась за один конец, дабы закрутка равномерно разошлась по всей длине провода. После скручивания длина немного уменьшится. На концах получившегося многожильного провода нужно будет аккуратно обжечь лак и зачистить кончики каждого проводка отдельно, а потом их залудить и надежно спаять все вместе. После всего провод желательно изолировать, обмотав его по всей длине слоем, например, скотча.
Для укладки обмоток, крепления провода, межрядовой изоляции, изоляции и крепления магнитопровода понадобится тонкий, крепкий и теплостойкий изоляционный материал. В дальнейшем будет видно, что в многих конструкциях трансформаторов объем окон магнитопровода, в которые необходимо укладывать несколько обмоток толстыми проводами, сильно ограничен. Поэтому в этом «жизненно важном» пространстве магнитопровода дорог каждый миллиметр. При малых размерах сердечников изоляционные материалы должны занимать как можно меньший объем, т. е. быть как можно тоньше и эластичнее. Распространенную ПХВ-изоленту можно сразу же исключить из применения на греющихся участках трансформатора. Даже при незначительном перегреве она становится мягкой и постепенно разлазится или продавливается проводами, а при значительном перегреве плавится и пенится. Для изоляции и бандажа можно использовать фторопластовые, стекло- и лакотканевые, киперные ленты, а между рядами также обычный скотч. Хороший изоляционный материал стоит дорого, и его применение может сильно удорожить изготовление сварочного трансформатора. Скотч же можно отнести к наиболее дешевым и удобным изоляционным материалам. Обладая клейкой поверхностью, малой толщиной, эластичностью, он достаточно теплоустойчив и крепкий. Особенно хорошо подходил для этих целей скотч старого отечественного производства — не очень-то прозрачный, грубый и крепкий. Сейчас в основном в продаже скотч иностранного производства. Среди этого добра попадается всякое, бывает такое барахло, что даже портится от времени, теряя прочность и эластичность. Здесь предпочтение следует отдавать по возможности более жесткому материалу, который не тянется и легко не рвется. Удобно, что скотч продается на катушках различной ширины и диаметра. Катушки малых диаметров как нельзя лучше подходят для протяжки через узкие окна компактных магнитопроводов. Два-три слоя скотча между рядами провода практически не увеличивают объем катушек. Его использование вполне оправдано с учетом температуры и экономии средств.
Собранные самостоятельно сварочные трансформаторы в основной своей массе обладают выраженной спецификой перед своими собратьями промышленного изготовления. На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции своего сварочного аппарата. Особенно актуальна экономия финансовых средств и материалов. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Как будет видно далее по ходу изложения этой главы, многие предлагаемые конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений. А для некоторых схем, нашедших признание в кустарном «трансформаторостроении», никакие стандартные методики вообще не разработаны.
Тем не менее большинство самостоятельно изготовленных сварок вполне оправдывают свое существование. Их сварочные характеристики находятся на приемлемом рабочем уровне, а в случае необходимости могут быть подправлены. Не претендуя на применение в высокотехнологичном производстве, такие трансформаторы вполне и с успехом могут использоваться в бытовых цепях, сэкономив своему владельцу немало времени и средств для проведения тех или иных хозяйственных работ.
На особом месте для самодельных конструкций стоит проблема надежности. Часто изготовленные не из самых лучших материалов, намотанные проводом не самого подходящего сечения, с низким КПД, такие трансформаторы быстро перегреваются и эффективность их работы падает. Если для переносных сварочных аппаратов промышленного изготовления характерен коэффициент продолжительности работы (ПР) порядка 15...20%, то для многих самодельных конструкций его значение должно быть еще меньшим.
В любом случае работающий на пределе своих возможностей трансформатор постепенно изнашивается — действие перегрева, вибрации, влаги, механические воздействия. Нет ничего вечного: в конце концов, изнашивается одежда, обувь и т. д., которые мы носим, когда-нибудь может выйти из строя и ваш трансформатор. Однако, учитывая невысокие затраты на изготовление самодельного сварочного аппарата в сочетании со значительными объемами выполненных работ, в конечном итоге эксплуатация даже собранной на скорую руку, далеко не идеальной сварки становится весьма выгодным делом. С другой стороны, собранный качественно самодельный сварочный трансформатор может ничем не поступаться промышленными изделиями, и то даже и превосходить некоторые из них.
Наиболее распространенным типом среди сварочных трансформаторов промышленного изготовления являются всевозможные варианты П-образных трансформаторов. Немудрено, что именно этот тип трансформатора завоевал наибольшую популярность и среди самодельных конструкций. Его отличительными особенностями являются хорошие сварочные характеристики и относительная простота в изготовлении. Основные части любого трансформатора—катушки и набор магнитопровода здесь обычно собираются отдельно друг от друга, что удобно, и лишь в конце объединяются в единую конструкцию. Раздельное изготовление каждой катушки не только упрощает процесс сборки, но и повышает добротность и надежность конструкции, так как в этом случае возможно применить и рационально разместить более жесткие провода большего сечения. Надо отметить, что подобной эффективностью при сборке отличаются далеко не все типы конструкций самодельных трансформаторов.
Магнитопровод П-образного трансформатора состоит из набора пластин и имеет прямоугольную форму с катушками с обеих сторон на длинных частях плеч. Методика для расчета оптимального варианта такого трасформатора была представлена в предыдущей главе. Однако в самодельных конструкциях чаще всего используется более свободный подбор параметров обмоток и магнитопровода, которые
могут сильно отличаться от рекомендуемых стандартной методикой значений, что, надо сказать, не сильно ухудшает сварочные характеристики трансформатора в целом. В этом случае можно пользоваться упрощенной методикой расчета, приведенной ранее.
Чаще всего наиболее дефицитным элементом самодельной конструкции является магнитопровод. Поэтому сварочные трансформаторы обычно мотаются исходя из имеющегося на руках магнитоггро-вода. Сечение набора пластин при этом может лежать в интервале 25...60 см2. Геометрические размеры, грубо говоря, можно оговорить так: минимальный — такой, чтобы влезли катушки с проводом; максимальный — такой, чтобы можно было поднять.
Магнитопровод П-образного трансформатора собирается из пластин двух типов: одинаковой ширины и толщины, но разной длины. Более длинные пластины идут под плечи катушек; короткие на замыкающие плечи. Хотя и это условие может быть нарушено, на худой конец, магнитопровод можно собрать из пластин одинаковой длины, тогда он получится квадратным. Ухудшение сварочных характеристик в этом случае не будет слишком заметно, хотя заметной может оказаться прибавка в весе менее рацинально собранного железа. При сборке направление пластин может чередоваться — одна через одну; или же можно чередовать пакетами по три пластины, последнее распространено при промышленной сборке. Хотя при ручной сборке набор пакетами по три не даст ощутимых преимуществ: во-первых, придется сортировать пластины по три штуки, а во-вторых, нужно будет потом еще отсчитывать по три пластины в наборе всей пачки при установке заключительного плеча.
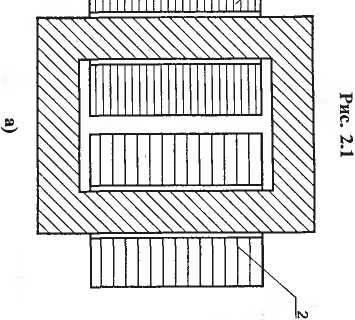
В самодельных и бытовых конструкциях главным образом отрабатываются самые простые схемы П-образного сварочного трансформатора, по большей части с компоновкой обмоток (рис. 2.1). Получившие распространение в промышленных аппаратах, более сложные схемы с подвижными обмотками, магнитным шунтированием магнитопровода, интегрированным в магнитопровод дросселем в быту, как правило, не используются ввиду сложности реализации и значительной прибавки в весе.
Если схема трансформатора выполнена по (рис. 2.1), то на противоположных плечах в идеале должно размещаться ровно по половине первичной и вторичной обмоток трансформатора. Однако на
Рис. 2.2

HiiHiiiHimo
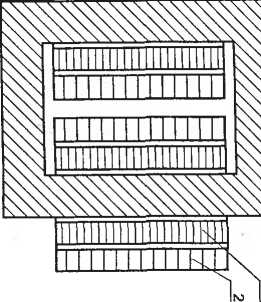
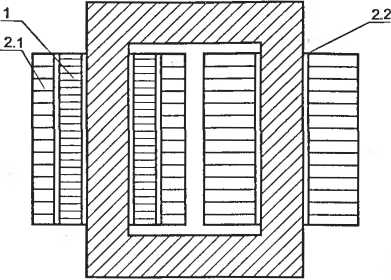
Рис. 2.3
практике это может быть и не так, особенно если катушки выполнены с регулирующими отводами.
Теоретически схема (рис. 2.1) считается схемой силового трансформатора, у которого магнитное рассеивание минимально, — в идеале его внешняя характеристика должна устремляться в сторону жесткой. Однако, как многие уже успели испытать на практике, в реальной жизни нет ничего идеального. На самом деле такие трансформаторы обладают нормальными сварочными характеристиками, даже если они выполнены на компактных магнитопроводах с плотно сидящими обмотками, то и при этом не приходится прибегать к каким-либо дополнительным средствам улучшения горения дуги. Подтверждение тому — тысячи изготовленных и успешно эксплуатируемых самодельных конструкций, выполненных по подобной схеме. Кроме того, эта схема может обеспечить наивысший КПД, а значит, максимальную выходную мощность сварки. Тем более что характеристику вполне можно подправить сразу же в процессе изготовления, увеличив магнитное рассеивание путем добавления воздушных зазоров между слоями обмоток.
Кроме приведенных выше схем реже используются и другие способы расположения обмоток (рис. 2.2, 2.3). Что это может дать? Рассмотрим два крайних случая (рис. 2.1), (рис. 2.2, а). Первый трансформатор выполнен по традиционной схеме, и его характеристики многим известны, у второго обмотки разнесены по разным плечам — этот случай достаточно редкий. Для примера я приведу характеристики П-образного трансформатора, который изготавливался на одном и том же магнитопроводе сначала по одной, а потом по другой схеме расположения обмоток. Трансформатор этот намотан на магнитопроводе с внешними размерами 15,4 х 18 см, сечение — 34,5 см2. Его первичная обмотка и в первом и во втором случае содержала 260 витков 02,4 мм, вторичная имеет выход на 47 В при холостом ходе.
В первом случае (рис. 2.1) трансформатор развивал в дуговом режиме ток около 160 А, а отношение тока сварки к току короткого замыкания у него было типично для таких сварочных трансформаторов, т. е. — 1,5... 1,6. При разнесенных обмотках (рис. 2.2, а) средний выходной ток при сварке приближался к значению около 100 А, дуга горела мягко и устойчиво, ток же короткого замыкания в этом случае превышал ток сварки всего-то на 10...20%. Налицо совершенно различные характеристики двух схем трансформаторов при аналогичных обмоточных данных и значительная разница в мощности.
В промышленных технологиях считается, что чем меньше прирост тока при коротком замыкании, тем лучше. Это справедливо в том случае, если сварка ведется длинными швами на хорошо подготовленных поверхностях при четко установленном токе и длине дуги. Невысокий ток короткого замыкания уменьшает риск прожечь металл, особенно при работе с электродами небольшого диаметра и изящными изделиями из тонкой стали. А вот при резке металла, когда требуется «выдувать» дугой излишки металла, невысокий ток короткого замыкания как раз некстати. Это справедливо и в том случае., если приходится варить массивные изделия с неровными краями на предельном для трансформатора и электрода токе.
Однако может существовать и промежуточный вариант расположения обмоток, к тому же иногда он бывает чрезвычайно целесообразен (рис. 2.3). В этом случае часть вторичной обмотки намотана поверх первичной, а оставшаяся часть на противоположном плече, где витков первичной нет. При промежуточном варианте достигается больший прирост тока короткого замыкания по сравнению со схемой (рис. 2.2, а), но меньшая мощность, чем в случае типичного трансформатора (рис. 2.1). Зачем такое может понадобиться? В бытовых условиях чрезмерная мощность трансформатора (180...200 А) в принципе не нужна, особенно если обмотки выполнены слабыми проводом. Как известно, для уменьшения мощности следует увеличивать количество витков первичной обмотки, что влечет за собой 'увеличение числа витков и вторичной, — приходится больше мотать провода, провод занимает место. В компактных магнитбпроводах может оказаться, что места для лишних витков попросту нет. Тогда придет на помощь комбинированная схема (рис. 2.3), когда уменьшение мощности ведется не за счет витков, а за счет иного расположения обмоток. При этом одна секция вторичной обмотки может содержать 30...60% от полного числа вторичных витков. Чем большая часть витков вторичной обмотки расположена поверх первичной, тем большей будет выходная мощность при сварке.
Теперь коснемся некоторых практических моментов изготовления П-образного трансформатора общего характера. Выгодное отличие П-образного трансформатора в том, что катушки можно изготовить отдельно от магнитопровода. В некоторых других типах самодельных сварочных трансформаторов так поступить нельзя, о чем будет сказано далее, что, конечно же, усложняет процесс изготовления. Перед намоткой катушек сначала для них необходимо изготовить каркасы, куда и будет укладываться провод. В простейшем случае каркас может быть сделан из нескольких слоев толстого картона, свернутого в виде короба. Но лучше каркас сделать из более жесткого материала: ДВП, текстолита, фанеры и т. д. Внутренние размеры каркаса делаются несколько большими, чем сечение магнитопровода, хотя бы по бокам так, чтобы между ними оставались зазоры по несколько миллиметров. В зазоры потом забиваются фиксирующие колышки.
При намотке катушки внутрь каркаса необходимо временно поместить какой-нибудь жесткий материал, заполняющий весь его внутренний объем, обычно дерево. При укладке жесткого провода придется прилагать значительные усилия, это может деформировать и испортить каркас, именно поэтому и требуется временная внутренняя набивка. Ни в коем случае нельзя использовать один сплошной деревянный брус — если его сильно ужмет, то потом невозможно будет извлечь из каркаса без риска повреждения готовой обмотки. Лучше вставить 2...3 сложенных вместе доски, тогда одну из них всегда можно будет безболезненно удалить, после чего выйдут и остальные.
Боковые щечки на каркасах сварочных трансформаторов можно не делать, они будут только препятствовать оттоку тепла из внутренних слоев обмоток. Однако каждый слой провода необходимо надежно фиксировать. Для этого под слой провода в 3...4 местах с разных сторон поперек виткам ложатся отрезки киперной ленты из ткани или грубые веревочки, после завершения слоя лента стягивается и завязывается, таким образом витки надежно фиксируются друг к другу.
Между слоями провода укладывается изоляция. Это может быть лакоткань, киперная или лента из стеклоткани. В некоторых случаях межслоевая изоляция может занимать значительный объем и препятствовать охлаждению трансформатора, что особенно актуально для компактных конструкций с ограниченным объемом магнитопровода. В последнем случае в качестве межслоевой изоляции можно использовать несколько слоев обычного скотча, что почти не добавляет объема обмотки. Однако перед употреблением скотч необходимо проверять, отбирая наиболее крепкие и грубые ленты, избегая тонкого и ветхого материала. ПХВ-изоленту лучше внутри обмоток не использовать, так как при нагреве она становится мягкой и может постепенно продавливаться проводами.
Некоторые авторы рекомендуют пропитывать готовые обмотки специальным пропиточным лаком или же покрывать слои провода эмалевой краской. Но здесь нужно учитывать, что пропиточный лак по технологии сохнет только при высокой температуре, для чего используются сушильные шкафы. Применение красок и лаков может привести к отрицательным последствиям в будущем, если предполагается перемотка катушек, полностью такую возможность в самодельном трансформаторе исключить нельзя. Высохшая краска намертво склеивает витки обмотки и часто их рассоединение возможно только вместе с сдиранием собственной изоляционной оболочки провода, после чего провод приходит в негодность.
Между слоями провода и между обмотками рекомендуется вставлять поперечные планки толщиной 7... 10 мм. Планки служат прежде всего для образования внутри обмоток воздушных зазоров, через которые будет выходить теплый воздух, таким образом, улучшится вентиляция и температурный режим трансформатора. Кроме того, зазоры увеличивают объем катушек, а значит, и магнитное рассеивание трансформатора, что самым положительным образом сказывается на его сварочных характеристиках. Планки могут быть изготовлены из дерева или какого-либо другого диэлектрического материала. Их ставят несколько штук по длине витка катушки с определенными интервалами. В компактных магнитопроводах с внутренней стороны планки не ставятся, чтобы не занимать лишний объем окна. Имеет смысл устанавливать планки через каждые два слоя провода (кроме первого слоя), тогда каждый слой одной стороной будет выходить на воздушный зазор (рис. 2.4).

Рис. 2.4
В некоторых случаях, если размеры магнитопровода позволяют, легче изготовить каркас для обмоток круглого сечения, особенно если есть отрезки подходящей картонной или пластмассовой трубы. Мотать на круглом каркасе легче, тем более обеспечивается лучшая сохранность провода, так как теперь отсутствуют прямые изгибы на углах. Увеличенные зазоры между каркасом и магнитопроводом за-полняются деревянными кольями соответствующих размеров и формы (рис. 2.5).
На завершающей стадии сборки классического П-образного трансформатора готовые катушки одеваются на уже сложенный П-образный фрагмент магнитопровода, после чего набиваются пластины заключительного верхнего плеча. Потом магнитопровод плотно стягивается на краях с помощью пластин и шпилек, а в зазоры между каркасами катушек и железом забиваются фиксирующие колышки. В некоторых случаях пластйны имеют на краях отверстия, что дает^ возможность стягивать магнитопровод шпильками сквозь отверстия по его углам. В этом случае шпильки следует изолировать: натянуть кембрик, обмотать изолентой или просто покрасить. Также следует обязательно изолировать шпильки и гайки от стягивающих пакеты пластин, подложив в места сопряжения изолирующие шайбы. Если этого не сделать, то будет иметь место ситуация, аналогичная Короткозамкнутому витку, и, как следствие, разогрев магнитопровода, падение мощности и ухудшение свойств трансформатора.
Чаще всего именно магнитопровод является наиболее дефицитным материалом при изготовлении сварочного трансформатора. Для самодельных конструкций обычно используются пакеты пластинок
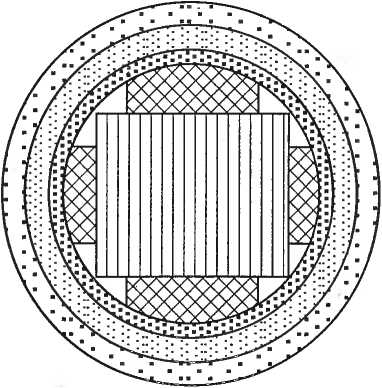
Рис. 2.5
трансформаторного железа, снятые с негодных одно- и трехфазных промышленных трансформаторов разного назначения. Однако, если с железом особенно туго, для изготовления П-образного трансформатора можно использовать и крупные Ш-образные пластины. Для чего из последних зубилом вырубаются средние сегменты, в результате из них получаются П-образные пластины (рис. 2.6). Недостаток такого решения в том, что теперь, если катушки мотать отдельно от магнитопровода, при сборке их можно будет посадить лишь на короткие плечи, так как у большинства Ш-образных трансформаторов ширина пластины больше высоты. Я испробовал такой трансформатор, магнитопровод которого (34,5 см2) был собран из переделанных пластин (154 х 180 мм), взятых из двух Ш-образных трансформаторов. В процессе изготовления было принято решение устанавливать катушки, как и положено, на длинные плечи; поэтому обмотки наматывались на уже собранный магнитопровод, каждый виток протягивался через окно. Вторичная обмотка была изготовлена из гибкого многожильного провода, собранного из жил диаметром 0,85 мм общим сечением 20 мм2. Технология изготовления гибких шин провода была описана ранее. Испытания показали высокий КПД и выходную мощность трансформатора такого конструктивного типа.
Определяющим моментом в процессе изготовления является выбор сечения магнитопровода и расчет витков обмоток. Методики расчета сварочных трансформаторов приведены в предыдущей главе. Так как обычно трансформатор мотается на том материале, который уже есть, то задающим звеном здесь обычно является магнитопровод. Причем при самостоятельном изготовлении обычно стремятся не сколько собрать оптимальную схему согласно стандартной методике, сколько сэкономить на материале. Как известно, количество витков
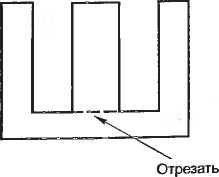
Рис. 2.6
обмоток обратно пропорционально площади сечения магнитопровода: чем больше сечение набора железа, тем меньше провода придется мотать, а значит, можно сэкономить на проводе, но за это придется платить немалым излишком веса трансформаторного железа. В случае П-образного трансформатора сечение магнитопровода выставляется количеством вставленных в пакеты пластинок трансформаторного железа. Не имеет смысла делать магнитопроводы сечением больше 60 см1 2, оптимальным же является сечение, близкое к 30 см2.
Конечные участки первичной обмотки имеет смысл выполнить с несколькими отводами через 15. ..25 витков, тогда можно будет подрегулировать мощность трансформатора (рис. 2.7). Вторичную обмотку следует рассчитать так, чтобы при включении в сеть максимального количества витков первичной обмотки, т. ё. при минимальной мощности, выходное напряжение приближалось к 50 В, в крайнем случае к 42 В. Тогда при уменьшении через отводы количества работающих витков первичной обмотки напряжение на выходе будет повышаться вместе с увеличением мощности.

Рис. 2.7
Принципиальное значение имеет способ соединения между собой находящихся на разных плечах обмоток. Так как магнитный поток в магнитопроводе циркулирует, то взаимное направление потоков в противоположных плечах должно быть соответственно направлено в разные стороны относительно их продольных осей. Это значит, что направление течения тока в витках катушек на разных плечах должно быть в разные стороны: в одной — за часовой стрелкой; в другой — против часовой. Имеет смысл намотать все обмотки в одну сторону — сделать их одинаковыми. Тогда для осуществления вышеуказанных условий обмотки на разных плечах нужно будет соединить между собой началами, что удобно. Последние же верхние витки будут включаться в питающую или сварочную цепь, соответственно
для первичной или вторичной обмоток. Если о мотки соединить не-правильно — в противофазе, то в случае первичной — трансформатор возьмет непомерный ток и будет сильно гудеть при включении; для вторичной — выходное напряжение будет близко к нулю.
В этом разделе были рассмотрены основные практические моменты в изготовлении наиболее распространенного в промышленности и в быту П-образного типа сварочного трансформатора. Но далеко не всегда в бытовых условиях желающим собрать сварку удается достать специально предназначенный для мощных трансформаторов магнитопровод из набора пластин. В этом случае часто можно найти выход, например, переоборудовав некоторые достаточно распространенные электрические устройства, которые до того ничего общего со сваркой, а то и вообще с трансформаторами не имели...
Распространенным материалом для изготовления самодельных сварочных трансформаторов издавна являются сгоревшие ЛАТРы (лабораторный автотрансформатор). Те, кто имел с ними дело, хорошо знают, что это такое. Как правило, все ЛАТРы имеют примерно одинаковый внешний вид: хорошо вентилируемый жестяной корпус круглой формы с жестяной же или эбонитовой лицевой крышкой со шкалой от 0 до 250 В и вращающейся рукояткой. Внутри корпуса находится тороидальный автотрансформатор, выполненный на магнитопроводе значительного сечения. Именно этот сердечник-магнитопровод понадобится от ЛАТРа для изготовления сварочного трансформатора. Для трансформатора обычно требуется два одинаковых кольца-магнитопровода от крупных ЛАТРов.
ЛАТРы выпускались разных типов, с максимальными токами от 2 до 10 А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков. Наиболее распространенным среди них, наверное, является автотрансформатор типа ЛАТР 1М. ЛАТР 1М в зависимости от провода обмотки рассчитан на токи 6,7.. .9 А, хотя размеры самого автотрансформатора от этого не меняются. Магнитопровод ЛАТР 1М имеет следующие размеры: внешний диаметр D = 127 мм; внутренний диаметр d — 10 мм; высота кольца h = 95 мм; сечение S = 27 см2; вес около 6 кг. Из двух колец от ЛАТР 1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению с предыдущей схемой П-образного трансформатора, является также то, что теперь нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягйвая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления.
Существуют ЛАТРы и с более объемными кольцами-магнитоп-рводами, например РНО-250-2 и др. Они намного лучше подходят для изготовления сварочных трансформаторов, но менее распространены. У других автотрансформаторов, аналогичных по параметрам ЛАТР 1М, например АОСН-8-220, магнитопровод имеет другие размеры: внешний диаметр кольца больше, но зато меньше высота и диаметр окна d = 65 мм. В этом случае диаметр окна необходимо расширить до 70 мм. Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленной по краям точечной сваркой. Для того чтобы увеличить внутренний диаметр окна, необходимо изнутри отсоединить конец ленты и отмотать ее необходимое количество. Но не пытайтесь отмотать за один раз все. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно уменьшается площадь сечения магнитопровода.
В начале изготовления трансформатора необходимо изолировать оба кольца. Особое внимание при этом обратите на углы краев колец — они острые, могут запросто разрезать наложенную изоляцию, а потом замкнуть собой провод обмотки. Углы лучше сначала несколько сгладить напильником, а потом вдоль наложить какую-нибудь крепкую и эластичную ленту, например, плотную киперную или разрезанную вдоль трубку кембрика. Сверху кольца каждое отдельно обматывается нетолстым слоем тканевой изоляции.
Далее изолированные кольца соединяются вместе (рис. 2.8). Кольца плотно стягиваются крепкой лентой, а по бокам фиксируются деревянными колышками, также потом стянутыми изолентой, — сердечник магнитопровод для трансформатора готов.
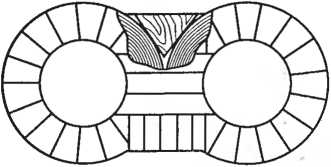
Рис. 2.8
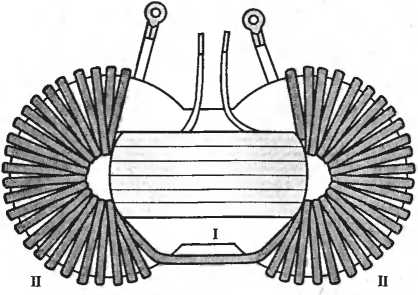
Рис. 2.9
Следующий шаг самый ответственный — укладка первичной обмотки. Обмотки этого сварочного трансформатора мотаются по схеме (рис. 2.9) — первичная посредине, две секции вторичной на боковых плечах. Спецы, знающие этот тип трансформатора, 'часто называют его на своеобразном жаргоне «ушастиком», из-за круглых «чебурашкиных ушей», выступающих в разные стороны секций вторичной обмотки.
На первичную обмотку уходит около 70...80 м провода, который придется каждым витком протягивать через оба окна магнитопровода. При этом никак не обойтись без нехитрого приспособления (рис. 2.10). Сначала провод наматывается на деревянное мотовильце и в таком виде без проблем протягивается через окна колец. Провод обмотки может состоять и из кусков, даже метров по десять, если получилось достать только такой. В этом случае он наматывается частями, а концы соединяются между собой. Для этого пролуженные кончики соединяются (не скручивая) и скрепляются несколькими витками тонкой медной жилы без изоляции, потом окончательно пропаиваются и изолируются. Такое соединение не дает трещин в проводе и не занимает большого объема.
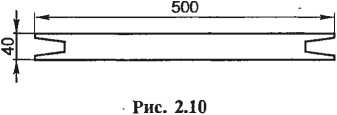

Рис. 2.11
Провод первичной обмотки может иметь диаметр 1,6.. .2,2 мм. Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Содержит первичная обмотка как правило 180...200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом.
Итак, предположим, перед вами стоит собранный магнитопровод, провод подготовлен и намотан на мотовильце. Приступаем к намотке. Как всегда, на конец провода надевается кембрик, который притягивается изолентой к началу первого слоя. Поверхность магнитопровода имеет закругленную форму, поэтому первые слои будут содержать меньше витков, чем последующие — для выравнивания поверхности (рис. 2.11). Провод ложится виток к витку, ни в коем случае не допуская захлестывания провода на провод. Слои провода обязательно изолируются друг от друга. (При работе трансформатор вибрирует. Если провода в лаковой изоляции лежат друг на друге без промежуточной изоляции, то в результате вибрации и трения друг о друга слой лака может разрушиться, и произойдет замыкание.) Опять же, для экономии пространства обмотку следует класть как можно компактнее. На магнитопроводе из некрупных колец межслоевую изоляцию следует использовать потоньше. Для этих целей хорошо подходят небольшие катушки скотча, которые без труда проходят в заполненные окна, а сам скотч не занимает лишнего объема. Не следует стремиться намотать первичную обмотку быстро и за один раз. Процесс этот медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше сделать это за 2...3 подхода — ведь качество важнее скорости.
Если первичная обмотка изготовлена, большая часть работы выполнена, остается вторичная. Но сначала нужно определить количество витков вторичной обмотки на заданное напряжение. Для начала включите уже готовую первичную в сеть. Ток холостой ход этого варианта трансформатора небольшой — всего 70... 150 мА, гул трансформатора должен быть еле слышен. Наматываем на одно из боковых плеч 10 витков любого провода и измеряем выходное напряжение на них. На каждое из боковых плеч приходится по половине магнитного потока, создаваемого на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится 0,6.. .0,7 В. Исходя из полученного результата, рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50 В (около 75... 80 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Тем более что каждый виток толстого провода придется протягивать по всей длине в узкое окно, и никакая «автоматизация» тут, увы, не поможет. Мне доводилось видеть трансформаторы, сделанные на кольцах ЛАТР 1М, в которые народные умельцы с помощью молотка и собственного терпения впихивали толстенный монолитный медный провод сечением — «квадратов» двадцать. Другое дело, если вы новичок в этом деле, то испытывать судьбу не стоит — разматывать обратно твердую медь так же трудно, как и наматывать. Легче мотать алюминиевым проводом сечением 16...20 мм2 . Проще же всего намотать обычным многожильным проводом 16 мм2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода, как это было описано выше.
Половина витков вторичной обмотки мотается на одно плечо, половина на другое (рис. 2.9). Если не окажется проводов достаточной длины, можно соединить из кусков — ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждой из них, оно может отличаться на 2...3 В — сказываются несколько отличные свойства магнитопроводов разных ЛАТРов, что особо не влияет на свойства дуги при сварке. Потом обмотки на плечах последовательно соединяются, но надо следить, чтобы они не оказались в противофазе, иначе на выходе получится напряжение, близкое к нулю. При напряжении сети 220...230 В сварочный трансформатор данной конструкции должен развивать в дуговом режиме ток 100... 130 А. Ток при коротком замыкании вторичной цепи — до 180 А. К положительным свойствам этого трансформатора можно отнести также относительно небольшой вес и габариты. Раздельное расположение первичной и секций вторичной обмотки хорошо в том плане, что при аварийной ситуации — выгорании одной из них вторая остается невредимой. Хотя чтобы перемотать' первичную, все равно придется снимать и вторичную.
Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной обмотки, и выходное напряжение оказалось ниже желаемого. Рабочий ток уменьшится от этого не сильно. В большей степени понижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга зажигается легко при напряжениях, близких к 50 В и выше. Хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Мне доводилось работать со сварочными трансформаторами с выходом 37 В на переменном токе, и при этом качество еще устраивало. Так что если изготовленный транформатор имеет выход около 40 В, то его вполне можно применять для работы. Другое дело, если попадутся электроды, рассчитанные на высокие напряжения, — некоторые марки электродов работают от 70... 80 В.
На кольцах от ЛАТРов можно также изготовить сварочный трансформатор по другой — тороидальной схеме (рис. 2.12). Для этого необходимы также два кольца, лучше от крупных ЛАТРов. Кольца соединяются и изолируются: получается одно кольцо-магнитопровод со значительной площадью сечения. Первичная обмотка содержит столько же витков, как и в предыдущей схеме, но мотается по длине всего кольца и, как правило, ложится в два слоя. Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор.
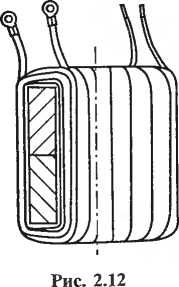
Выгодное отличие тороидальной схемы для сварочного транфор-матора — более высокий КПД. На каждый виток вторичной обмотки теперь будет приходиться более одного вольта напряжения, следовательно, «вторичка» будет иметь меньше витков, а выходная мощность будет выше чем, в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и сэкономить на проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также большую интенсивность нагрева. Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается.
Применить для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким многожильным или изготовленным из нескольких жил проводом. Если правильно подобрать все провода и аккуратно их уложить, то в пространство окна магнитопровода вместится необходимое количество витков вторичной обмотки и на выходе трансформатора получится нужное напряжение. Характеристика горения дуги у тороидального трансформатора хорошая.
Иногда из нескольких колец ЛАТРов делают тороидальный сварочный трансформатор, но ставят их не друг на друга торцами, а перематывают железные полосы ленты из одного на другой. Для этого сначала из одного кольца выбираются внутренние витки полос—чтобы расширить окно. Кольца других ЛАТРов распускаются полностью на полосы ленты, которые потом как можно плотнее наматываются на наружный диаметр первого кольца. После этого собранный единый магнитопровод очень плотно обматывается изолирующей лентой. Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения, и сделать это будет гораздо проще. Необходимое количество витков рассчитывается по площади сечения собранного кольца. К недостаткам этой конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более что как не старайся, а вручную намотать железные полосы друг на друга так же плотно, как раньше, все равно не удастся. В результате магнитопровод получается хлипким. При работе в режиме сварки железо в нем сильно вибрирует, издавая мощный гул.
Иногда родные обмотки ЛАТРов подгорают только с одного края на токоотводной дорожке, а то и вообще остаются невредимыми. Тогда возникает соблазн избавить себя от лишних усилий и использовать уже готовую, прекрасно уложенную первичную обмотку одного кольца. Практика показывает, что в принципе реализовать эту идею можно — правда, польза из такой затеи будет минимальна. Обмотка ЛАТР 1М имеет 265 витков провода диаметром 1 мм. Если намотать вторичную прямо на нее, то трансформатор станет развивать непомерную для себя мощность, быстро нагреется и выйдет из строя. Ведь реально родная обмотка ЛАТРа может работать на небольшой мощности — только разве что для 02 мм электродов, которым достаточно тока 50.. .60 А. Тогда по первичной обмотке трансформатора должен течь ток около 15 А. Для такой мощности первичная обмотка трансформатора из одного ЛАТРа должна содержать около 400 витков. Их можно домотать, предварительно покрыв лаком токоотводящую дорожку и изолировав родную обмотку ЛАТРа. Можно поступить и по-другому —7 не доматывать витки, а погасить мощность балластным сопротивлением, включенным в цепь первичной или вторичной обмотки. В качестве активного сопротивления можно использовать батарею параллельно соединенных мощных проволочных резисторов, например ПЭВ-50...100, суммарным сопротивлением до 10 Ом, включенных в цепь первичной обмотки. Во время работы резисторы сильно греются, чтобы избежать этого, их можно заменить реактивным сопротивлением — дросселем. Дроссель мотается на каркасе 100...200-ватного трансформатора, с количеством витков 200... 100, либо же витки подбираются экспериментально. Хотя сварочный трансформатор будет обладать значительно лучшей характеристикой, если балластное сопротивление (сотые доли ома) включено на выходе вторичной обмотки. Для этого используется отрезок толстого высокоомного провода, навитого в спираль, длина которого подбирается экспериментально.
В некоторых приборах использовались ЛАТРы особенно крупных размеров. Только на одном кольце от такого можно намотать полноценный сварочный трансформатор. В вышеописанных конструкциях приходилось использовать по два кольца: это делалось не сколько из-за необходимости наращивания площади сечения магнитопровода, сколько для уменьшения количества витков, иначе они просто не вместились бы в узких окнах. В принципе для сварочного трансформатора было бы достаточно площади сечения и одного кольца: он бы имел даже лучшие характеристики, так как плотность магнитного потока была бы более близка к оптимальным значениям. Но проблема заключается в том, что магнитопроводы меньшей площади неизбежно требуют большего количества витков, что увеличивает объем катушек и требует большего пространства окон. Далее мы рассмотрим еще один тороидальный трансформатор для сварки, однако построенный на совершенно ином, весьма оригинальном магнитопроводе. ..
От ЛАТРов перейдем к следующему распространенному источнику получения хороших магнитопроводов для сварочных трансформаторов. Часто тороидальные сварочные трансформаторы мотают на-'материале магнитопровода, взятого из вышедшего из строя крупного асинхронного трехфазного электродвигателя. Асинхронные электродвигатели наиболее распространены в промышленности и в оборудовании среди других типов моторов. Для изготовления сварочного трансформатора подходят двигатели мощностью, близкой 4 кВа и более.
Конструкция асинхронного электродвигателя достаточно проста — состоит он из вращающегося на валу ротора и неподвижного статора, впрессованного в металлический корпус мотора. Соединяется все это двумя боковыми крышками, стянутыми между собой шпильками. Разобрать его очень просто, достаточно открутить гайки на шпильках крышек. В данном случае для нас интерес представляет только статор.
Статор состоит из набора пластин железа — магнитопровода круглой формы с установленными на нем обмотками. Форма магнитопровода статора не совсем кольцевая, с внутренней стороны у него есть продольные пазы, в которые и уложены обмотки двигателя. У различных марок двигателей даже одинаковой мощности могут быть статоры с различными геометрическими размерами. Для изготовления трансформаторов лучше подходят те, у которых диаметр корпуса побольше, а длина, соответственно меньше.
Самая важная для нас часть в статоре — кольцо магнитопровода, все остальное только мешает. Магнитопровод запрессован в чугунный или алюминиевый корпус двигателя. В пазы магнитопровода плотно уложены провода, которые необходимо удалить. Сделать это лучше, когда статор находится еще запрессованным в корпусе. Для этого с одной стороны статора все выходы обмоток бывшего двига-
теля обрубаются под торец острым зубилом. С противоположной стороны провод обрезать на следует — там обмотки образуют что-то вроде петель, за которые можно будет вытянуть оставшиеся провода. С помощью монтировки или мощной отвертки изгибы петель провода подваживаются и вытаскиваются по несколько проводков за один раз. Торец корпуса двигателя при этом служит упором, создавая рычаг. Провода выходят легче, если их сначала обжечь. Обжигать можно паяльной лампой, направляя струю пламени строго вдоль паза. Здесь надо следить, чтобы не перегреть железо статора, иначе оно может потерять свои электротехнические качества. Металлический корпус потом легко разрушить — несколько ударов хорошего молотка, и он расколется — главное не перестараться в этом деле.
При удалении корпуса сразу надо обратить внимание на способ скрепления набора пластин магнитопровода. Пластины могут быть скреплены между собой в единый пакет, а могут быть просто уложены в корпус и зажаты с торца стопорной шайбой. В последнем случае, при удалении обмоток и разрушении корпуса не скрепленный магнитопровод рассыплется на пластинки. Чтобы этого не произошло, еще до полного разрушения корпуса пакет пластин необходимо скрепить воедино. Их можно стянуть шпильками сквозь пазы или потом проварить продольными швами, но только с одной — внешней стороны, хотя последнее и менее желательно, так как увеличатся паразитные токи Фуко. Слишком большой по площади набор пакета магнитопровода, что характерно для особенно крупных двигателей, также нежелателен, так как это огромный вес. Все лишнее железо нужно отделить перед окончательной сборкой магнитопровода, возможно, его хватит даже на два трансформатора.
Если кольцо магнитопровода двигателя уже надежно скреплено и отделено от обмоток и корпуса, то оно плотно изолируется, при этом особое внимание обращается на острые углы на краях пазов. Лучше сначала положить на торцы магнитопровода вырезанные из жесткого диэлектрического материала кольца, чтобы закрыть пазы и перекрыть их острые углы.
Иногда можно услышать, что оставшиеся пазы обмоток надо тоже набить трансформаторным железом, якобы для увеличения площади магнитопровода. Делать это ни в коем случае нельзя: иначе свойства трансформатора резко ухудшатся, он начнет потреблять не
Рис. 2.13
померный ток, а его магнитопровод будет сильно греться даже в режиме холостого хода. Все-таки испещренная пазами форма многим не нравится. И некоторые авторы рекомендуют полностью вырубить выступы пазов остро заточенным зубилом. Несомненно, после такой архисложной операции улучшится как форма магнитопровода, так и после удаления бесполезных элементов уменьшится его вес. Однако на сварочные свойства трансформатора пазы в общем-то влияют мало — сварочные характеристики остаются хорошими. По этой причине в большинстве своем никто пазов этих не трогает.
Кольцо статора имеет внушительные размеры — если внутренний диаметр порядка 150 мм, то в такой можно уложить провод значительного сечения, не беспокоясь о запасе места. Площадь поперечного сечения такого магнитопровода периодически меняется по длине кольца из-за пазов, внутри паза ее значение намного меньше. Именно на это эффективное меньшее значение и следует ориентироваться при расчете количества витков первичной обмотки (рис. 2.13).
Для примера приведу параметры реально существующего сварочного трансформатора, изготовленного мной из статора электродвигателя. Для него использовался трехфазный асинхронный двигатель мощностью 4,18 кВа с внутренним диаметром кольца магнитопровода 150 мм, внешним — 240 мм и высотой кольца-магнитопровода 122 мм. Эффективная площадь сечения магнитопровода в этом случае равна 29 см2. Набор пластин магнитопровода изначально был не скреплен, поэтому его пришлось проварить продольными швами по внешней стороне кольца. Каких-либо явно выраженных отрицательных последствий, связанных с токами Фуко, как я того опасался, сварные швы не вызвали. Мало того, к той же наружной части магнитопровода были приварено три установочные лапы для крепления

Эф. сечение
(SI
©
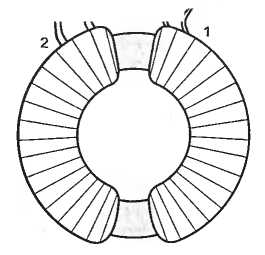
Рис. 2.14
трансформатора. Первичная обмотка тороидального трансформатора имеет 315 витков медным проводом диаметром 2,2 мм, вторичная рассчитана на напряжение 50 В и выполнена из нескольких проводов ПЭВ общим сечением 22 мм2. Первичная обмотка намотана в два с лишним слоя, вторичная уложена на 3/4 длины кольца. Трансформатор в дуговом режиме развивает ток порядка 180 А, при напряжении питания 230 В. Заметным недостатком трансформатора можно считать разве что его немалый вес — около 40 кг в корпусе.
При намотке вторичной обмотки тороидального трансформатора ее желательно укладывать так, чтобы она не перекрывала последнею часть первичной, тогда первичную обмотку всегда можно будет домотать или отмотать при окончательной настройке. Такой трансформатор можно намотать и с разнесенными на разные плечи обмотками (рис. 2.14). В этом случае можно всегда иметь доступ к каждой из них.
У описанных ранее конструкций сварочных трансформаторов есть некоторые общие недостатки, например, сложности с приобретением магнитопровода, ведь далеко не каждый сможет найти подходящий пакет пластин трансформаторного железа, а тем более достать кольца от ЛАТРов или подходящий статор от электродвигателя. Кроме того, многие конструкции сложны в изготовлении из-за необходимости мотать обмотки, каждый раз протягивая провод через окно сердечника, да и у П-образных трансформаторов укладка и набивка пластин магнитопровода занимает немало времени.
Не раз сталкиваясь с вышеприведенными проблемами, я в конце концов пришел к разработке и изготовлению сварочного трансформатора собственной конструкции, у которого потребность в дефицитных материалах сведена, как мне кажется, до минимума. Он не имеет указанных недостатков и может быть легко реализован в домашних условиях. В качестве исходного материала для данной конструкции используется очень распространенный материал — части от телевизионных трансформаторов.
В старых отечественных цветных телевизорах использовались крупные, увесистые сетевые трансформаторы: в основном ТС-270, ТС-310, СТ-270. Эти трансформаторы имеют U-образные, так называемые броневые магнитопроводы. Броневой магнитопровод состоит всего из двух одинаковых U-образных частей—спрессованных и изогнутых пакетов железа, стягиваемых друг к другу хомутами. Такие трансформаторы легко разобрать, отвинтив всего две гайки на стягивающих шпильках, и магнитопровод распадается на две половинки.
У более старых трансформаторов ТС-270, ТС-310 сечение магнитопровода имеет размеры 2x5 см, 5=10 см2, а у более новых —- СТ-270 сечение магнитопровода S = 11,25 см2 при размерах 2,5 х 4,5 см. При этом ширина окна у старых трансформаторов на несколько миллиметров больше. Более старые трансформаторы мотались еще медью, из их первичных обмоток может пригодиться провод 00,8 мм. Новые же намотаны алюминием, и взять из них, к сожалению, больше нечего. Сегодня это добро в массовом порядке перекочевывает на свалки, поэтому проблемы с их приобретением вряд ли возникнут. Несколько старых или сгоревших трансформаторов можно недорого купить практически в любой телеремонтной мастерской. Вот их-то магнитопроводы, вместе с их же каркасами, при незначительных переделках можно использовать для изготовления сварки. Для сварочного трансформатора понадобится три одинаковых трансформатора от телевизоров, при этом суммарная площадь их объединенного магнитопровода будет равняться 30.. .34 см2. Как их соединить между собой, показано на (рис. 2.15). Три отдельных броневых сердечника соединяются боко
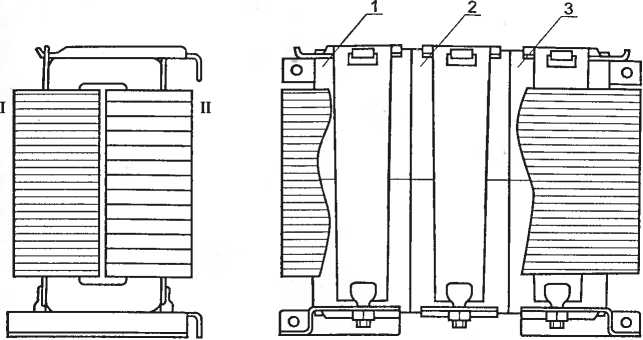
1, 2, 3 Магнитопроводы с каркасами от телевизионных трансформаторов
Рис. 2.15
выми торцами друг к другу и стягиваются прежними хомутами-каркасами. При этом выступающие за боковой торец части металлических каркасов необходимо подрезать: на центральном магнитопроводе с обеих сторон, у боковых — лишь с одной, внутренней стороны. В результате получается единый магнитопровод большого сечения, который можно легко собрать и разобрать.
При разборке телевизионных трансформаторов необходимо сразу же обозначить сопрягаемые на них стороны половинок магнитопроводов, это делается для того, чтобы при сборке не перепутать половинки от разных сердечников, и они состыковались точно в том же положении, что и были собраны на заводе.
Объем окна получившегося магнитопровода позволяет использовать для первичной обмотки провод диаметром до 1,6 мм, а для вторичной шину прямоугольного сечения 10 мм2 или многожильный провод, - изготовленный из пучка тонких проводов диаметром 0,6...0,8 мм, того же сечения, хотя прямоугольная шина компактнее. Это, конечно, маловато как для полноценного сварочного трансформатора, однако оправдывает себя в случае непродолжительных работ, учитывая невысокие затраты на изготовление данной конструкции. Обмотки мотаются на картонных каркасах отдельно от магнито-

Рис. 2.16
провода, что, несомненно, удобно. Картонный каркас можно изготовить из пары родных каркасов трансформатора, выкинув из них с одной узкой стороны боковые щечки, а натоместь широкие щечки склеить между собой с помощью дополнительных полос жесткого картона. При намотке внутрь картонных каркасов обязательно надо плотно вложить несколько обрезков деревянных дощечек, но только не одну, иначе ее ужмет обмотка и она не выйдет обратно. Обмотки необходимо укладывать виток к витку, как можно плотнее, межслоевая изоляция должна быть как можно тоньше. С внешней стороны после первого слоя провода и далее через каждые два необходимо вставлять деревянные вставки (рис. 2.16), чтобы обеспечить зазоры и вентиляцию обмоток.
Вторичную обмотку лучше всего изготовить из шины прямоугольного сечения 10 мм2, так она займет наименьший объем. Если же шиной вы не разжились и решили изготовить провод вторичной обмотки из пучка завалявшихся тонких проводов, как это было описано выше, то будьте готовы к возможным затруднениям с ее укладкой. В случае многожильного провода вторичной обмотки может оказаться, что она не влезает в положенный объем каркаса: в основном из-за коробления пружинящих витков, а лучше утянуть ее не получается, так как будет разрушаться сам каркас. В этом случае придется отказаться от удобной намотки вторички отдельно от магнитопровода. Вторичную обмотку опять же придется мотать на уже собранный, с установленной катушкой первичной обмотки магнитопровод, протягивая каждый ее виток через окно. На жестком магнитопроводе гибкий провод удастся утянуть значительно плотнее, чем на картонном каркасе, и в окно войдет большее количество витков.
При сборке магнитопровода особое внимание следует уделить надежности крепления и плотности прилегания отдельных U-образ-ных половинок броневого сердечника. Как уже говорилось, сопрягаемые половинки магнитопровода должны быть от одних и тех же трансформаторов и устанавливаться теми же сторонами, что и на заводе. Под гайки стягивающих шпилек обязательно нужно подложить шайбы большого диаметра и гровера.
На особом месте при сборке такого трансформатора стоит расчет витков и расположение обмоток. Так как внутреннее пространство магнитопровода сильно ограничено, то я отказался от разделения первичной обмотки на две секции. Вся первичная обмотка намотана на одном плече, таким образом удается сэкономить место и упростить конструкцию. Вторая проблема -— мощность. Ясно, что при использовании провода относительно небольшого сечения развиваемая трансформатором мощность не должна быть слишком большой. Классический способ уменьшения мощности сварочных трансформаторов — увеличение количества витков обмоток, что в нашем случае не может быть применено из-за ограничений пространства. Я пошел другим путем, о чем ранее было сказано в разделе П-образного трансформатора, — для установки мощности используется определенная комбинация расположения обмоток.
На моем сварочном трансформаторе, собранном в основном из деталей СТ-270, первичная обмотка содержит 250 витков провода в лаке 01,5 мм, вся она помещена на одном плече. Вторичная обмотка (45 В, многожильный провод 10 мм2) в первом варианте располагалась полностью на противоположном плече. В такой комбинации сварочный ток равнялся примерно 70 А, и трансформатор отличался совсем небольшим приростом тока в режиме короткого замыкания. Ток холостого хода 450 мА при напряжении сети 230 В.
Изначально трансформатор предназначался для работы 2-миллиметровыми электродами, с чем вполне справлялся. Однако потом такой мощности показалось мало и вторичная обмотка была перемотана по-другому: 1/3 ее часть была намотана на плече поверх первичной, а 2/3 так и остались на противоположном от первичной плече. В этом варианте выходной ток в дуговом режиме увеличился уже примерно до 100 А и стало возможным работать «тройкой». Корпус трансформатора был дополнительно оборудован нагнетающим вентилятором. В принципе, таким же образом можно еще более увеличивать мощность трансформатора, достаточно лишь изменить соотношение количества витков секций вторичной обмотки в сторону увеличения витков, уложенных поверх первичной.
Достоинство сварочного трансформатора данного типа—простота в изготовлении и распространенность материала для него. Основным же недостатком является несовершенство магнитопровода, имеющего сжатый зазор между двумя половинками. При заводском изготовлении у трансформаторов такого типа зазоры магнитопровода заполняются специальным наполнителем. В домашних условиях их приходйтся стягивать «всухую», что конечно же ухудшает характеристику и КПД трансформатора. Кроме того, такие магнитопроводы не рассчитаны на большую мощность. В окно небольшого объема не удается уложить толстые провода, что сильно снижает коэффициент продолжительности работы трансформатора в режиме сварки. Надо признать, греется первичная обмотка у этого трансформатора сильнее, чем, например, обмотка с таким же проводом у сварочного трансформатора на ЛАТРах — «ушастике». Здесь сказывается как большое количество витков обмоток, так и, вероятно, несовершенство магнитной системы трансформатора. Тем не менее данный сварочный трансформатор можно с успехом использовать в подсобных целях, особенно для сваривания тонкого автомобильного металла. Он отличается особенно компактными размерами и небольшим весом —14,5 кг.
Кроме специального изготовления, трансформатор для сварки можно получить путем переоборудования уже готовых трансформаторов различного назначения. Мощные трансформаторы подходящего типа применяются для создания сетей с напряжением 36, 40 В, обычно в местах с повышенной пожароопасностью, влажностью и для других нужд. Для этих целей используются разные типы трансформаторов: разных мощностей, включаемых на 220, 380 В по одно-или трехфазной схеме. Наиболее мощные из переносимых типов имеют, как правило, мощность до 2,5 кВа. Провод и железо магнитопровода таких трансформаторов подбираются по мощности, из расчета работы в длительном режиме (плотность тока 2...4 А/мм2), поэтому имеют значительные сечения. В режиме дуговой сварки трансформатор способен развивать мощность в несколько раз выше номинальной, а его провод безбоязненно переносит кратковременные перегрузки тока.
Если вы имеете дело с мощным однофазным трансформатором, который имеет клеммы для включения на 220/380 В и выход 36, возможно 12 В, то проблем с его подключением не будет. Не исключено, что придется домотать несколько витков вторичной обмотки для повышения выходного напряжения. Подходят трансформаторы с диаметром провода первичной обмотки около 2 мм, имеющие площадь магнитопровода, как правило, до 60 см2.
Существуют трансформаторы на напряжение 36 В, предназначенные для включения в трехфазную сеть 380 В. Для переоборудования хорошо подходят трансформаторы с мощностью 2,5 кВа. Другие — 1,25; 1,5 кВа — тоже можно использовать в качестве сварочного трансформатора, но только в кратковременном режиме, так как их обмотки при значительных для них перегрузках быстро перегреваются.
Для использования трехфазных трансформаторов от однофазной сети 220 В их обмотки необходимо соединить между собой определенным образом. Тогда при хорошем напряжении в сети мощности полученного таким способом уже сварочного трансформатора будет достаточно для работы 4-миллиметровым электродом.
Изготовлены трехфазные трансформаторы на трехплечевом Ш-образном магнитопроводе с сечением одного плеча не менее 25 см2 (рис. 2.17). На . каждом плече намотано по две обмотки — внутри первичная и поверх нее вторичная. Таким образом, трансформатор имеет шесть обмоток. Для начала необходимо отключить обмотки от предыдущей схемы и найти начала и концы каждой из них. Катушки среднего плеча в данном случае не понадобятся вообще -— работать будут только обмотки на крайних плечах. Две первичные обмотки с крайних плеч нужно соединить между собой параллельно.
Ввиду того, что магнитный поток должен циркулировать в магнитопроводе в одном направлении —- по замкнутому кругу, то катушки на противоположных плечах должны создавать потоки в противоположные стороны относительно, скажем, оси центрального плеча — одна вверх, другая вниз. Так как катушки намотаны одинаково, то токи в них должны течь в противоположных направлениях. Значит, параллельно соединять их нужно разными концами: начало 1-й соединить с концом 2-й, конец 1-й с началом 2-й (рис. 2.18). Вторичные обмотки соединяются последовательно, соединяясь между собой концами либо началами. Если обмотки подключены правильно, то выходнре напряжение холостого хода должно ненамного превышать 50 В. Трансформаторы данного типа часто встроены в удобный металлический корпус с ручками и откидной крышкой. Переоборудование их в сварочные аппараты весьма распространенный случай.
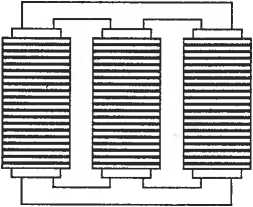
Рис. 2.17
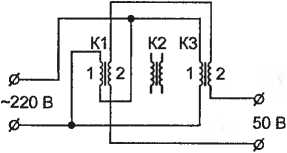
Рис. 2.18
Большинство однофазных трансформаторов, использующихся в оборудовании, изготовлены по Ш-образной схеме. Снятые со старого оборудования Ш-образные трансформаторы тоже можно переоборудовать под сварочные, по крайней мере использовать от них магнитопроводы, при условии, что те обладают достаточным сечением и размерами окна сердечника. Но, как правило, большинство приборных трансформаторов обладают весьма ограниченными размерами. Здесь имеет смысл собрать из пластин двух одинаковых трансформаторов один магнитопровод, нарастив, таким образом, площадь сечения. Увеличение сечения магнитопровода дает выигрыш в витках: их теперь придется мотать значительно меньше. А чем меньше витков, тем в меньшее по объему окно можно установить обмотки. Разумный предел здесь — 50...60 см2. Если размеры Ш-образного магнитопровода позволяют, то обмотки лучше расположить раздельно (рис. 2.19), в таком случае сварочные характеристики трансформатора несколько улучшатся.

Рис. 2.19
У нас был изготовлен сварочный трансформатор из магнитопроводов двух одинаковых Ш-образных трансформаторов с внешними размерами Ш-образной пластинки 122 х 182 мм и размерами окон 31 х 90 мм. Площадь сечения сложенного из набора пластин от двух трансформаторов магнитопровода превысила 60 см2, что дало возможность до минимума сократить число витков его обмоток. Туда впритык вошла первичная обмотка из 176 витков провода диаметром 1,68 мм и вторичная в два провода диаметром 2,5 мм с выходным напряжением 46 В. При сетевом напряжении 235 В трансформатор развил тек дуги 160 А, хотя грелся при этом больше, чем хотелось бы...
Как правило, сложенные из пластин сердечники промышленных трансформаторов легко разбираются: тогда снять старые провода и намотать новые обмотки несложно. Известны случаи, когда на Ш-об-разный магнитопровод сначала устанавливалась вторичная обмотка (низкого напряжения), а поверх нее — первичная (высокого напряжения). Характеристики сварки от этого не ухудшались, но зато удавалось избежать некоторых проблем. Количество витков вторичной обмотки может быть весьма приблизительным, ориентированным на 40...60 В. Подбирать же, подстраивая сварочный трансформатор под нужную мощность, придется витки первичной обмотки. Так, рассчитав и уложив сначала обмотку низкого напряжения, ориентируясь примерно на 50 В, потом можно будет всегда снять или добавить определенное количество витков с верхней, первичной, обмотки уже готового трансформатора.
В отслуживших свой век агрегатах и оборудовании можно встретить довольно мощные и крупные трансформаторы. Для стационарных трансформаторов никогда не используются предельные возможности ни железа, ни обмоточных проводов — все делается с запасом. Провода часто имеют значительные сечения, так как рассчитаны на плотность тока в 3...4 раза меньше, чем допустимо для сварки. Очень часто большие трансформаторы имеют много вторичных обмоток, рассчитанных на разные напряжения и мощности. Первичная обмотка в трансформаторе всегда одна, и ее провод рассчитан на полную мощность всех вторичных цепей. В этом случае можно оставить первичную обмотку полностью или частично отмотать, а все вторичные снять, намотав на их место одну —- толстым проводом: Если же непригодна и первичная обмотка, но сам магнитопровод подходит для изготовления сварочного трансформатора, то придется мотать все обмотки с нуля.
В оборудовании чаще используются невысокие напряжения — 12; 27 В. Поэтому мощные, намотанные толстым проводом трансформаторы могут иметь выход 2 х 12 В, 27 В и др., которые явно недостаточны для зажигания дуги при сварке. Если имеется два таких трансформатора, то их можно объединить, не переделывая, в один сварочный. Для этого первичные обмотки включаются параллельно, а вторичные соединяются последовательно — и их напряжения суммируются. Может оказаться, что такая объединенная сварочная система будет обладать плохой, близкой к жесткой, характеристикой. Для исправления характеристики необходимо включить в цепь вторичной обмотки, последовательно с дугой, балластное сопротивление — отрезок нихромовой или другой высокоомной проволоки. Обладая сопротивлением порядка сотых долей ома, она несколько уменьшит мощность трансформатора, но зато это позволит работать в ручном режиме.
Сварочным аппаратом в простейшем виде является один лишь трансформатор с подключенными к нему необходимыми проводами и зажимами, для грубой работы этого вполне достаточно. Многих владельцев сварок это вполне устраивает, и на том они и останавливаются. Однако сварочный трансформатор можно превратить в более совершенную систему, дооборудовав его рядом дополнительных, весьма полезных приспособлений.
Никакая серьезная сварочная работа немыслима без возможности регулировки или хотя бы подстройки тока сварочной дуги. Регулировка тока позволит использовать разные типы электродов, а значит, работать, с металлом различной толщины, элементами разной формы без риска испортить изделие. Для самодельных сварочных трансформаторов уже издавна адаптированы простые и эффективные средства понижения тока. Особенно же удобно проводить сварочные работы, когда ток поддается плавной регулировке, да к тому же он еще и выпрямленный, то есть постоянный.
Начиная масштабные сварочные работы, необходимо четко себе представлять ресурсы и возможности того или иного самодельного или даже промышленного сварочного трансформатора. Не зря же в паспортах фабричных аппаратов указывается весьма важный параметр ПР — максимальная продолжительность работы в дуговом режиме. Значение ПР далеко не постоянно и меняется при разных токах сварочной дуги. Так, при понижении тока можно себе позволить увеличить продолжительность горения дуги без риска сжечь трансформатор. Рассчитывается эта закономерность с помощью простых формул.
Чтобы сварочный аппарат не был подвержен влиянию всех атмосферных стихий и возможным механическим воздействиям, его необходимо упрятать в корпус. Однако и здесь не все так просто. Сварочный трансформатор — мощный источник электромагнитного излучения, и далеко не все материалы одинаково хорошо годятся для его наружной оболочки. Тем более что в некоторых случаях возможна еще и потеря мощности из-за индуцируемых в оболочках корпу-сов токов. Не говоря уже о возможности рециркуляции воздуха для охлаждения, а то и принудительного наддува с помощью встроенного вентилятора.
Сварочный аппарат — мощный источник тока. А большие токи в хозяйстве могут понадобиться не только для одной лишь сварки. Как бы вы посмотрели на то, чтобы превратить вашу сварку еще и в устройство для запуска стартера автомобиля или в зарядное устройство для аккумулятора? В принципе, и с этим нет никаких проблем, даже для уже готовых трансформаторов промышленного изготовления. Но токи еще желательно и измерять, дабы иметь полную картину о происходящих процессах. Учитывая величину тока в сварочном деле, это далеко не простая задача, отличающаяся своей спецификой, требующая соответствующего оборудования.
Если вы житель сельской местности или работаете со сваркой вдалеке от городских электросетей, например, на даче, то вы, возможно, не раз сталкивались с неприятной ситуацией потери мощности сварочного трансформатора. Для четкого понимания сути происходящего, я полагаю, вам будут интересны также наглядные расчеты, основанные на конкретных схемах и примерах.
В который раз стоит задуматься о безопасности, работая со сваркой. В сварочном деле приходится иметь дело с огромными температурами, открытым пламенем, выделяющимися газами; при сварке развиваются высокие токи, работать приходится с постоянно находящимися под напряжением деталями. Лишь собственный опыт, везение, но лучше ■— соблюдение всех мер предосторожности смогут обезопасить вас от возможных в этом деле несчастий: пожаров в помещениях и ожогов тела, электротравм, поражения глаз и легких...
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. Многие самодельные сварки до поры до времени эксплуатируются без каких-либо регулирующих устройств. Однако изменение тока рано или поздно наверняка понадобится при переходе на более тонкие электроды. Даже если аппарат предполагается эксплуатировать только с одним типом электрода, то и в этом случае не исключена потребность в подстройке тока, скажем, из-за флуктуаций напряжения в сети.
Существуют различные способы регулировки тока сварочных трансформаторов. Легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2...3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора.
В промышленных аппаратах используются разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов; изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования и др.; применение магазинов активных балластных сопротивлений и реостатов; использование тиристорных, симисторных и других электронных схем регулирования мощности. Большинство промышленных схем регулирования мощности слишком сложны для полноценной реализации на самодельных трансформаторах. Мы рассмотрим лишь их упрощенные, реально используемые в самодельном исполнении способы.
Я нисколько не ошибусь, если скажу, что самое широкое распространение в народе получил очень простой и надежный способ регулировки тока — с помощью включенного на выходе вторичной обмотки балластного сопротивления. Способ не только прост и надежен, но к тому же полезен, так как улучшает внешнюю характеристику трансформатора, увеличивая крутизну ее падения. В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики источника питания дуги, и добиться этого можно только таким способом.
Величина балластного сопротивления составляет порядка сотых — десятых долей ома и подбирается, как правило, экспериментально. Для этих целей издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагреватель), куски
толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться стационарно (рис. 3.1) или так, чтобы потом можно было относительно легко выбрать нужный ток. Один конец такого сопротивления подключается к выходу трансформатора, а конец провода «массы» оборудуется съемным зажимом, который легко перебрасывается по длине спирали сопротивления, выбирая нужный ток (рис. 3.2).
Рис. 3.1

Рис. 3.2
Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль — это тот же соленоид, а огромные сварочные токи порождают
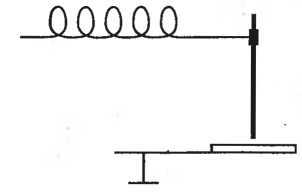
мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже этот артефакт в принципе не исключает эффективность использования ее в качестве балластного сопротивления. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
Промышленностью для сварочных источников тока выпускаются (или выпускались) специальные магазины сопротивлений с переключателями и мощные реостаты. К недостаткам такого рода регулировки надо отнести громоздкость сопротивлений, их сильный нагрев при работе, реудобство при переключении. Но зато балластные сопротивления, обладая часто грубой и примитивной конструкцией, улучшают внешнюю характеристику трансформатора, сдвигая ее в сторону крутопадающей. Попадаются трансформаторы, которые без балластного сопротивления работают вообще крайне неудовлетворительно.
В промышленных аппаратах способ регулировки тока с помощью включения активных сопротивлений, из-за их громоздкости и нагрева, не получил распространения. Зато очень широко применяется реактивное шунтирование — включение во вторичную цепь дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с магнитопроводом трансформатора в одно целое, но сделаны так, что их индуктивность, а значит, реактивное сопротивление регулируется, в основном, перемещением частей магнитопровода. Заодно дроссель улучшает процесс горения дуги. Из-за конструктивной сложности дроссели во вторичной цепи самодельных сварочных трансформаторов не применяются.
Регулировка тока во вторичной цепи сварочного трансформатора в случае самодельных конструкций связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство — переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали
Рис. 3.3
ток до 200 А. Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50...100 суммарным сопротивлением 6...8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме (рис. 3.3), можно, например, добиться комбинации: 0; 4; 6; 10 Ом. Правда, при включении балластного сопротивления по первичной цепи теряется выгода, которую придает сопротивление во вторичной, — улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода.
Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установигь реактивное сопротивление — дроссель. Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода — 2...3 А. При незначительном потреблении тока — порядка 0,1 А — падение выходного напряжения почти незаметно. Кроме того, включенный с первичной обмоткой дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых трансформаторов включение в первичную цепь дросселя никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
В качестве дросселя, для гашения мощности, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного ла выход около 40 В и мощностью 200.. .300 Вт, тогда ничего переделывать не придется. Хотя все же лучше намотать дроссель специально на отдельном каркасе от такого же трансформатора — 200...300 Вт, например от телевизора, сделав отводы через каждые 30...60 витков, подключенные к переключателю (рис. 3.4). Дроссель можно изготовить и на незамкнутом — прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 м2, длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120 А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает ничтожным сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
в последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки мощности. Тиристор — полупроводниковый прибор (внешне похож на диод), имеющий отдельный управляющий вывод, ток через тиристор протекает только в одном направлении. Симисторы отличаются тем, что могут пропускать переменный ток, то есть в оба направления. Симистор можно представить в виде двух параллельно включенных в разных направлениях тиристоров. При подаче на управляющий вывод тиристора или сими-стора напряжения определенной величины прибор открывается и начинает свободно пропускать через себя ток. В схемах регулирования мощности, работающих от переменного тока, управляющие импульсы обычно поступают на каждом полупериоде. Прибор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала, притом до какого-то момента (50% мощности) это не влияет на уровень максимальной амплитуды его напряжения.
Рис. 3.4
В случае сварочных трансформаторов один симистор может включаться в цепь первичной или вторичной обмотки. Тиристоры же обычно используются в паре, для регулирования тока в обоих направлениях. Регулирование мощности происходит способом периодического отключения, на фиксированный промежуток времени первичной или вторичной обмотки сварочного трансформатора на каждом полупериоде тока — среднее значение тока при этом уменьшается. Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными.
В разных журналах можно встретить множество очень простых схем с тем же принципом работы, состоящих всего из нескольких деталей. Предназначены они в основном для регулировки накала лампочек и электронагревательных приборов. В качестве регуляторов мощности для сварочных трансформаторов некоторые из этих схем можно использовать, однако придется мириться со следующими недостатками. У большинства из них шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны.
Часто возникает соблазн использовать в схеме симистор средней мощности, подключив регулирующее устройство к первичной катушке трансформатора, где токи гораздо меньше, чем во вторичной цепи. Конструкция схемы тогда практически не изменится, по сравнению с.взятым из журнала ее сетевым прототипом общего назначения. В принципе, сделать такое можно, даже некоторые промышленные сварочные аппараты оборудованы подобными устройствами регулировки тока. Однако не удивляйтесь, если при подключении симисторной схемы к первичной обмотке трансформатор начинает стучать уже на холостом ходу. Стук этот слышен в прямом смысле слова, причем у сварочных трансформаторов, до того работавших практически бесшумно. Это и неудивительно, ведь при каждом отпирании симистора происходит мгновенное нарастание напряжения, вызывающего мощные кратковременные импульсы ЭДС самоиндукции и скачки потребляемого тока. Промышленные аппараты, намотанные толстым проводом в надежной изоляции, переносят этот изъян питания без каких-либо последствий. Для хилых самодельных конструкций я бы не рекомендовал использовать симистор по первичной обмотке ввиду возможности ее быстрого разрушения.
Для самодельных конструкций имеет смысл использовать сими-сторный или тиристорний регуляторы в цепи вторичной обмотки. Это избавит трансформатор от лишних нагрузок. Для этого подойдет почти та же схема, но с более мощным прибором. Хотя надо сказать, что при использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает горегь отдельными, все более кратковременными вспышками. Такой способ регулировки тока, из-за сложности изготовления и невысокой надежности, не получил распространения у основной массы самодельных сварочных аппаратов. Хотя, с другой стороны, нельзя закрывать глаза и на неоспоримые преимущества, получаемые при использовании электронных полупроводниковых элементов регулирования. К преимуществам можно отнести: воз-можность плавной, удобной регулировки сварочного тока с помощью движка переменного резистора; ток можно регулировать даже в процессе горения дуги; отсутствие сильного нагрева элементов, а значит, и возможность их монтажа внутри закрытого корпуса; относительная компактность конструкции.
Ввиду ограничений максимального тока для большинства сими-сторов, их можно использовать разве что в маломощных сварочных аппаратах. Тиристоры обычно выдерживают большие токи, нежели симисторы. Поэтому для типичного сварочного трансформатора подойдет схема с двумя тиристорами, работающими параллельно в разных направлениях.
В качестве достаточно простого решения тиристорного регулятора мощности я могу рекомендовать следующую схему (рис. 3.5). Устройство не только позволяет плавно регулировать ток сварочного трансформатора в широких пределах, но и одновременно является выпрямителем, выдавая на выходе постоянное пульсирующее напряжение.
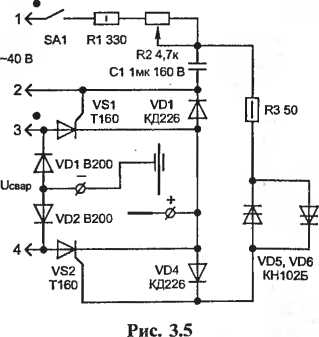
К регулирующему устройству подключаются две обмотки трансформатора. К выводам 1 и 2 подходит слаботочное переменное напряжение 40 В, предназначенное для питания схемы управления. Использовать для этих целей выход силовой обмотки сварочного трансформатора нельзя, так как в момент зажигания дуги напряжение на ней падает более чем в два раза, а в момент короткого замыкания почти до нуля. Поэтому сварочный трансформатор потребует несложной доработки — придется домотать дополнительную обмотку с выходом на 40 В. Для этого подойдет любой провод диаметром не менее 0,35 мм. На выводы 3 и 4 поступает напряжение с основной, вторичной сварочной катушки, ток в цепи которой и будет регулироваться.
Переменное напряжение, поступающее на выходы 1 и 2, перезаряжает конденсатор С1 в каждый полупериод, время заряда регулируется переменным резистором R2. К выводам С1 подключена цепь, состоящая из элементов: R3, VD5, VD6, управляющих переходами тиристоров VS1, VS2 с развязывающими диодами VD3, VD4. На ди-нисторах VD5, VD6 собрано пороговое устройство с ограничивающим ток разряда конденсатора резистором R3.
Как только напряжение на конденсаторе С1 увеличится до порогового уровня, он разрядится через один из динисторов и управляющий переход одного из тиристоров, в зависимости от полярности полупериода. При этом тиристор откроется и будет пропускать ток к сварочной дуге до смены полярности на следующем полупериоде. Таким образом, тиристоры на каждом полупериоде по очереди будут открываться и закрываться. Открываться они будут с постоянной задержкой во времени относительно начала полупериода, что задается сопротивлением R2. Поэтому часть синусоиды на каждом полупериоде будет отсекаться, чем и достигается регулирование мощности.
Переменным резистором R2 можно плавно регулировать ток сварки или же нагрузки, начиная практически с нулевого значения и до максимального значения. Так как при сварке обычно не используются токи ниже 50 А, то сопротивление резистора R2 нужно подобрать таким образом, чтобы при установке его максимального сопротивления сварочный ток находился в пределах 40...50 А. Хотя для некоторых способов сварки могут понадобиться и меньшие значения тока. Также требуется учитывать свойства и выходную мощность конкретного сварочного трансформатора.
В пороговом устройстве пару динисторов VD5, VD6 при необходимости можно заменить одним подстроечным резистором с сопротивлением несколько сот Ом и отрегулировать порог срабатывания вручную.
Переменный резистор R2 должен быть рассчитан на мощность не менее 2 Вт. В качестве диодов VD3, VD4 можно использовать любые выпрямительные диоды с максимальным током не менее 1 А и напряжением не ниже 100 В, например: КД212, КД226 с любыми буквенными индексами, КД243 (все, кроме А). Тиристоры VS1, VS2 и выпрямительные диоды VD1, VD2 должны быть установлены на радиаторах, их марки подбираются из расчета на максимальный ток сварочного трансформатора, наиболее распространенные типы указаны на схеме. Радиаторы тиристоров и диодов должны крепиться через изолирующие прокладки, так как их корпуса находятся под напряжением.
В сварочном оборудовании можно также комбинировать регуляторы или ограничители тока разных типов. Так, например, можно использовать переключение витков первичной обмотки в комбинации с подключением добавочного сопротивления или по-другому.
При тонкой настройке режимов электросварки контроль значения силы тока имеет важное значение. Хотя обычно сварочные аппараты как промышленного, а тем более кустарного изготовления не оборудуются какими-либо средствами измерения и отображения силы тока. В лучшем случае аппарат оснащается отградуированной шкалой на переключателе или регуляторе мощности, значения которой обычно весьма приблизительны. Поэтому при выборе определенного режима сварки приходится экспериментально подбирать ток, оставаясь в неведении о его реальном числовом значении, оценку приходится делать лишь «на глаз», что не всегда приемлемо.
Для измерения больших токов, в данном случае до 200 А, требуются приборы, которые обладают своей спецификой и в быту малораспространены. Одним из наиболее простых решений будет воспользоваться токоизмерительными клещами. Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь и для этого прибора не требуется никакое электрическое подключение, у него может даже отсутствовать собственный источник питания. Сила тока измеряется на расстоянии от провода без прикосновения к нему. На приборе находить-ся специальный разводящийся контур, отчего и название — «клещи», которым охватывается провод с током. Электромагнитное поле протекающего в охваченном проводе тока наводит ток в замкнутом контуре, который и отображается на специально отградуированном стрелочном, а у более совершенных моделей цифровом индикаторе. Как видим, конструкция токоизмерительных клещей весьма проста, но вот стоят они немало. На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают от 100 А до 500 А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Ясно, что измерять можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях. Прибор нельзя включить для измерений в непрерывном режиме, его постоянно нужно держать в руках, поэтому всегда требуется два человека: один «держит» дугу, а второй держит «клещи» и меряет ток.
Другой способ измерять ток сварки: вмонтировать в конструкцию изготавливаемого сварочного аппарата или дорабатываемый промышленный аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов. В этом случае можно будет постоянно контролировать значения тока при сварке, выставляя строго определенные значения.
Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно (рис. 3.6). Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается), на вид это кусок металла в несколько сантиметров в длину прямоуголь-■0 ного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт своего сопротивления, и они должны продаваться вместе. И уж чего ни в коем случае не нужно делать, так это пробовать включить стрелочный прибор в цепь вообще без шунта. Если у вас где-то в загашниках завалялся стрелочный прибор, на шкале которого значатся сотни ампер, то это вовсе не значит, что он сам их измеряет. Проверьте его: и сам по себе прибор окажется всего-то микро- или миллиамперметром. Иногда попадаются стрелочные приборы, у которых шунт вмонтирован внутри корпуса и к нему дополнительно ничего больше подключать не нужно. Как правило, такие отличаются огромными размерами и невысоким классом точности. Немалое значение имеет также способность стрелочного указателя измерительного прибора быстро устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги.
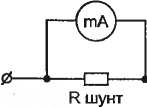
Надежность сварочного аппарата зависит от ряда факторов как конструктивного характера, так и от режима и условий эксплуатации. Надежные, тщательно изготовленные трансформаторы работают многие годы, без проблем выдерживая непродолжительные перегрузки и изъяны в эксплуатации. Легкие переносные конструкции, с проводами в лаке, да еще и развивающие непомерную для себя мощность, как правило, долго не живут. Они постепенно изнашиваются, так же, как, например, со временем изнашивается одежда или обувь. Хотя, учитывая значительные объемы выполненных работ и невысокие затраты на их изготовление, это вполне оправдывает их существование.
Злейшими врагами сварочных трансформаторов являются перегрев и проникновение влаги. Самым действенным средством против перегрева являются надежные обмоточные провода с плотностью тока не более 5.. .7 А/мм2. Чтобы провод быстро охлаждался, он должен иметь хороший контакт с воздухом. Для этого в обмотках делаются Щели (рис. 3.7). Сначала мотается первый слой и с внешних сторон вставляются деревянные или гетенаксовые планки толщиной 5... 10 мм, потом планки вставляются через каждые два слоя провода: так каждый слой имеет контакт с воздухом с одной стороны. Если трансформатор устанавливается без обдува, то щели должны ориентироваться вертикально. Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы. Также на охлаждаемость трансформатора влияет количество витков обмоток: чем меньше витков, а значит и меньшая плотность намотки, тем она лучше.
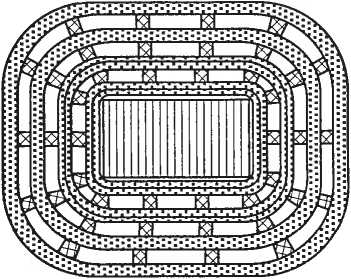
Рис. 3.7
Кроме объективных и вполне понятных причин выхода сварочных трансформаторов из строя, в основном связанных с несовершенством конструкции, я, на основании своего опыта, хочу отметить еще один, вроде бы неявный, но, тем не менее, весьма распространенный способ угробить сварочный трансформатор. Причиной в этом случае, как ни странно, является падение напряжения в электросети... Сварка перестает нормально варить, если сетевое напряжение сильно падает или же если линия электропередачи имеет значительное собственное сопротивление — порядка нескольких Ом. К сожалению и первое, и второе распространено у нас повсеместно. Если при упавшем напряжении можно хоть точно выяснить причину, взяв вольтметр и измеряв напряжение, то во втором случае дело обстоит сложнее. Высокоомный вольтметр не чувствует сопротивления линии в несколько Ом и показывает нормальное значение напряжения, зато эти несколько Ом могут запросто наполовину погасить мощность сварочного трансформатора, собственное сопротивление которого в дуговом режиме весьма незначительно. Но при чем же здесь падение мощности и «сгорание» сварочных трансформаторов?.. А дело вот в чем. Когда владелец сварки, порядком намучившись с неработающим якобы от сети 220 В аппаратом, понимает, что ничего изменить он здесь не в силах, а работать ой как надо: пропадает заработок или идет строительство, стынет раствор, то в таких случаях очень часто аппарат включается в сеть на 380 В. Дело в том, что вся разводка обычно делается от трехфазной линии: «ноль» и три «фазы». Если подключаться к «нолю» и одной «фазе» — фазное напряжение, то это и есть привычные нам 220 В. Если же подключиться к «фазе» и «фазе» — линейное напряжение, то с двух проводов будут уже сниматься 380 В. А именно так делают нерадивые сварщики с однофазными аппаратами, рассчитанными на 220 В. При этом сварка начинает отлично работать, правда, очень часто весьма недолго. «Палят» так как слабые самодельные конструкции, так и надежные промышленные аппараты. А все ведь очень просто: если напряжение в общей электросети падает, скажем, на 50 В и от 170 В аппарат не хочет варить, то между «фазами» при этом тем не менее остается 330 В, что убийственно для любого трансформатора...
Часто владельцы сварочных аппаратов просто ленятся лишний раз переносить свои сварки: ведь вес-то немалый, и те остаются на улице, мокнут под дождем, их засыпает снегом... После такого отношения межвитковое замыкание дело вполне обычное, обмотки трансформатора «сгорают», и вся конструкция выходит из строя... Также следует опасаться сырых подвалов и вообще мест с повышенной влажностью. Постепенно обмотки впитывают в себя влагу, которая, попадая в мельчайшие щели и трещины изоляции, долго не высыхает, становясь хорошим проводником тока.
Но все же основным врагом трансформаторов является перегрев. Мало какой сварочный трансформатор способен работать в непрерывном дуговом режиме при максимальной своей мощности, если такие и есть, то это огромные промышленные аппараты с мощной системой охлаждения и катушками, погруженными в масло, их вес измеряется сотнями килограммов. Как известно, работа переносных конструкций происходит в чередующихся дуговом и режиме холостого хода, что уменьшает степень их нагрева. Такой режим работы характеризуется коэффициентом продолжительности работы (ПР) или продолжительностью включения (ПВ), что в принципе то же самое. Эти коэффициенты определяют, какое время трансформатор может работать в дуговом режиме, а какое должен оставаться в режиме холостого хода. Обе эти величины выражаются в процентах и определяются выражением:
ПР= tсв /(tсв+ tхх). 100%,
где tCB — время сварки, tхх — время холостого хода.
Для расчета ПР обычно берется время цикла сварки tц= tCB + txx = = 5 мин. ПР рассчитывается таким образом, чтобы при работе температура сварочного трансформатора не поднималась выше предельно допустимого значения для конкретной конструкции. В паспорте каждого сварочного трансформатора промышленного изготовления указывается величина номинального сварочного тока (Iн) и для этого тока номинальное значение продолжительности работы ПРН. Таким образом, значение ПР обычно дается только для одного режима сварки — на номинальном токе. Однако понятно, что трансформатор можно эксплуатировать и на максимальном значении тока, впрочем, как и на токах меньше номинального паспортного значения. Вместе с изменением рабочего тока будет меняться и величина ПР: при увеличении тока — уменьшаться, при уменьшении — увеличиваться вплоть до 100%, когда трансформатор можно уже будет даже эксплуатировать в непрерывном дуговом режиме. Здесь хорошо бы было уметь рассчитывать допустимые значения ПР и сварочного тока, когда они уходят за пределы оговоренных паспортных значений. Я думаю, приведенные ниже формулы и примеры не будут лишними для владельцев фабричных аппаратов с оговоренными параметрами,
впрочем, дадут они наглядное представление и конструкторам самодельных трансформаторов для сварки.
Итак, максимально допустимый сварочный ток (Iд) для любого принятого как допустимое значения ПРД можно рассчитать по следующей формуле:

(1)
ПРД — это то значение продолжительности работы, которое мы выбираем и для которого рассчитывается допустимое значение сварочного тока (Iд). Мы можем принимать ПРД как большим, так и меньшим ПРН.
Однако на практике чаще требуется решать обратную задачу. Когда известен ток, на котором предполагается проводить работы, он не равняется номинальному значению, и именно для этого тока требуется определить допустимое значение продолжительности работы ПРД. Тогда расчетная формула примет следующий вид:
ПРд = ПРн ( I2н/I2д) . (2)
Например, для сварочного аппарата, рассчитанного на номинальный ток /н = 160А при ПРН = 40%, требуется рассчитать допустимое значение ПРД при токе Iд = 200А. Используя формулу (2), можно легко вычислить это значение:
ПРД= ПРН • I2н/I2д= 40 • 1602/ 2002= 25,6%.
Сразу налицо значительное падение коэффициента продолжительности работы. Ведь при увеличении рабочего тока всего лишь на 25% допустимое значение ПРД упало на 36%. Таким образом видно, что при увеличении тока резко возрастает разогрев трансформатора, а значит, падает степень его надежности, что особенно актуально для самодельных конструкций.
Можно решить задачу и для обратного случая. Допустим, что для того же трансформатора, номинальный сварочный ток которого по Паспорту 160 А при ПРН = 40%, мы хотим определить допустимый
ток при продолжительности работы ПРД = 80%. Для этих целей пользуемся формулой (1):
/д=/н 1^- =160J^- = ПЗ,1 А.
д упрд V 80
Из этого примера видно, что, казалось бы, при грандиозном увеличении ПР на все 100% допустимый рабочий ток, наоборот, уменьшился не столь существенно — на 29%, и его вполне должно хватать для работы трехмиллиметровым электродом. Отсюда следует простая истина: всегда по возможности ограничивать рабочие токи хилых сварочных трансформаторов, что впоследствии, естественно, самым наилучшим образом отразится на их долговечности.
Ну а если предстоит варить много и быстро, а ваш сварочный трансформатор намотан не ахти какими проводами и катастрофически быстро греется и т. д., здесь можно применить одно кардинальное средство борьбы с перегревом. Перегрева можно не так бояться, если весь трансформатор полностью погрузить в трансформаторное масло. Обладая значительной теплопроводностью, масло не только отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности. Немного трансформаторного масла можно слить, например, с старых холодильных агрегатов — «горшков». Хотя в народе говорят, что в случае крайней необходимости подойдут и другие типы, вплоть до подсолнечного... Насчет подсолнечного не знаю, сам не проверял...
Немаловажным элементом конструкции сварочного аппарата является внешний корпус. Часто при самодельном изготовлении руки до этого не доходят. Хотя единственным, практически всегда присутствующим атрибутом из этой части является все же прикрепленная к трансформатору рукоятка, а то и две. Оно и верно: ведь пару десятков килограмм просто так с собой в руках не поносишь.

ток при продолжительности работы ПРД = 80%. Для этих целей пользуемся формулой (1):
В качестве корпусов для самодельных сварочных аппаратов чаще всего используются уже готовые или переделанные корпуса от старых, пришедших в негодность приборов, которые подходят по габаритам и грузоподъемности. Хотя, если ничего подходящего под руки не попадается, корпус можно изготовить самостоятельно полностью или же прикрыть трансформатор хотя бы частично в наиболее уязвимых местах.
При установке сварочного трансформатора в корпус особое внимание надо уделять его материалу и возможности протока воздуха для охлаждения, притом чтобы верх был закрыт, предохраняя трансформатор от возможного дождя. Корпуса или хотя бы некоторые их части лучше делать из не магнитных материалов: латунь, дюраль, ге-тенакс, пластмассы... В режиме сварки трансформатор создает мощное магнитное поле, что притягивает к нему стальные элементы. Если корпус сделан из жести или напротив оси первичной обмотки привинчены стальные панели, то при работе вся эта конструкция будет втягиваться внутрь и вибрировать. Звук при этом иногда бывает такой, что его можно сравнить разве что с работой пилы — мощной «циркулярки». Поэтому устанавливать сварочный трансформатор можно либо в цельновыгнутый жесткий стальной корпус, который не так поддается вибрациям, или делать панели напротив хотя бы первичной обмотки из немагнитных материалов.
Вибрируют не только стальные корпуса сварочных аппаратов, но и вообще все детали, соединенные с трансформатором и находящиеся внутри магнитопровода. Особенно подвержены вибрациям подвижные части регулирующих устройств мощности, если таковые имеются. К подвижным элементам (большей частью промышленных аппаратов) могут относиться: сердечники, магнитные шунты, подвижные обмотки, т. е. элементы, с помощью передвижения которых изменяется рабочий ток трансформатора и которые невозможно закрепить совершенно жестко. Эти части связаны с неподвижными элементами трансформатора посредством винтов, направляющих и других элементов, деформирующихся под действием переменных сил. Вибрациям подвержены и закрепленные жестко элементы конструкции, особенно это актуально для таких жизненно важных частей трансформатора, как катушки. На них действуют электромагнитные силы, изменяющиеся от нуля до максимума с удвоенной частотой питающей сети. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора.
• Нередки случаи, когда из-за недоработки конструкции или некачественной сборки вследствие вибрации быстро выходят со строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков лак на некоторых участках может разрушаться, что неизбежно приведет к межвит-ковомунзамыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода со строя сварочных трансформаторов.
Для практически всех существующих конструкций сварочных трансформаторов характерны очень сильные магнитные поля рассеивания вблизи обмоток. Эти поля вызывают не только сильные вибрации магнитных материалов, но и заметные потери энергии в кожухах и других конструктивных элементах трансформаторов. Например, исследования, проведенные в институте электросварки им. Патона показали, что в трансформаторе ТС-500, рассчитанном на номинальный ток 500 А, потери в одном кожухе составляют 500 Вт или около 3% полезной мощности. Аналогичные результаты получены и для других конструкций сварочных трансформаторов.
Потери энергии обусловлены возбуждением в кожухах вихревых токов. Присутствие вихревых токов, а следовательно, и потери энергии, будут тем меньшими, чем больше расстояние от обмоток трансформатора к стенкам металлического корпуса. На добавочные .потери энергии мало влияют магнитные свойства металлов. Если корпус сделать из немагнитных металлов — латунь, алюминий и т. д., то это мало повлияет на генерацию вихревых токов, ведь здесь важна.токо-проводимость материала, которая у металлов всегда высокая, отрадно, что в этом случае хоть удастся избавиться от вибраций из-за магнитных полей трансформатора. Исследования показали, что несколько уменьшить потери в корпусе можно, сделав на нем продольные рассечки, типа вентиляционных щелей, которые, располагаясь на пути вихревых токов с наибольшей плотностью, увеличат сопротивление материала для них. Таким образом можно уменьшить потери на 30...50 % в зависимости от конструкции кожуха и использованного на нем металла. Опытные данные института им. Патона показали, что лучшие результаты дает использование алюминиевых кожухов.
С другой стороны, потери такого рода вообще могут быть сведены на нет, если корпус выполнить из изоляционного материала, тем более что в этом случае сразу удастся избежать и вибраций, вызванных переменными магнитными полями. Однако корпус из диэлектрических материалов сложнее сделать или же подобрать уже готовый, также он имеет худшие показатели прочности. Конечно, проблемы с корпусом, его вибрациями, вихревыми токами и потерями энергии можно вообще избежать, отказавшись от цельного корпуса, как это и принято, наверное, у большинства самодельных сварок. Однако отсутствие корпуса добавит массу других, не менее важных проблем, а также отразится на безопасности и надежности в эксплуатации сварочного аппарата. Тем более что потери на уровне нескольких процентов практически неразличимы на фоне флуктуаций напряжения в сети, а также присутствия некоторого сопротивления в линиях электропередачи.
В корпус сварочного аппарата можно установить вентилятор или сделать его герметичным и залить трансформаторным маслом. Туда же можно впихнуть еще много чего... Тут уж — кто на что горазд...
Известной проблемой ручной электросварки является зажигание электрической дуги. Особенно плохо дуга зажигается в начальный период, когда электрод и изделие еще холодные. В обычных условиях поджег осуществляется путем кратковременного контакта электрода и изделия и последующего их разведения. Ток, проходящий через микровыступы электрода в момент контакта, разогревает их до •температуры кипения, а поле, возникающее при разведении электродов, обеспечивает эмиссию, достаточную для возбуждения дуги, — так, по крайней мере, описывает этот ответственный и непростой процесс теория. На практике же это выглядит известным образом: иногда приходится подолгу «тюкать» концом электрода об металл изделия, высекая отдельные искры, а то и «клея» электродом, пока электрическая дуга наконец-то не начнет устойчиво гореть.
Самодельные и бытовые сварочные аппараты обычно имеют невысокий уровень напряжения холостого хода на выходе со вторичной обмотки, близкий к 50 В. С одной стороны, такое напряжение повышает безопасность эксплуатации электросварки, уменьшается вес трансформатора, экономятся материалы при изготовлении, иногда больше витков невозможно втиснуть в узкий магнитопровод. Но если смотреть на это иначе, то далеко не все типы электродов нормально работают при 50 В, некоторым подавай 70 В и выше; да и при падении напряжения в сети существенно уменьшается не только мощность трансформатора, но и его выходное напряжение. Если вы переоборудуете свой аппарат на постоянный ток, установив диодный мост, то на нем еще упадет около 5 В, без использования конденсатора. К тому же в любом случае зажигать дугу и работать при более высоком напряжении холостого хода гораздо удобнее.
Ситуация тем более усугубляется, если нужно варить ответственные, изящные детали. Ведь дугу приходится зажигать через маску, почти вслепую попадая кончиком электрода в заранее выбранную точку. При низком напряжении приходится подолгу чиркать электродом, пока удастся зажечь дугу, при этом неизбежно теряется начальная установка, шов уходит в сторону, изделие либо теряет внешний вид, либо портится вообще. Здесь важно максимально улучшить процесс зажигания дуги.
Чем выше напряжение на держателе электрода, тем легче зажечь дугу. Максимальным согласно ГОСТ напряжением для сварочных аппаратов является 80 В — для переменного тока; 90 В — для постоянного. При этом предписывается соблюдать предосторожности,-такие как рукавицы, обувь на непроводящей подошве, резиновые коврики. По понятным причинам переоборудование сварочного трансформатора на другое напряжение путем увеличения витков вторичной обмотки связано с определенными трудностями, не всегда это целесообразно и конструктивно возможно. Но оказывается, в некоторой степени проблему можно решить гораздо проще, без разборки тяжелого сварочного трансформатора. Надо понимать, что повышенное напряжение играет роль только вначале, при зажигании дуги, в дальнейшем — при ее горении напряжение любого трансформатора падает до 20.. .25 В, независимо от уровня холостого хода трансформатора.
Для того чтобы повысить напряжение на электроде, не обязательно повышать выходное напряжение с силовой обмотки сварочного трансформатора. Способ годится только для аппаратов, работающих на постоянном токе, то есть оборудованных диодными мостами. Стоит ли говорить, что для качественной работы предпочтителен именно постоянный ток, уже только из-за этого дуга у большинства электродов зажигается и горит лучше. Суть же моего способа заключается в том, что если мы не можем увеличить напряжение на силовом выходе сварочного трансформатора, то нам ничего не мешает подключить последовательно или параллельно с ним другой слаботочный источник напряжения и, таким образом, повысить уровень напряжения на электроде. Этот источник будет добавлять уровень при зажигании дуги, но не будет участвовать в дальнейшем процессе сварки. Требование в применении только постоянного тока обусловлено тем, что высокое напряжение на электроде следует отделить от разряда на более низковольтную катушку сварочного трансформатора, что и может обеспечить диодный мост, не пропуская ток в обратную сторону, на силовую катушку.
Дополнительный источник напряжения — это вторичная катушка отдельного небольшого трансформатора напряжением 15...30 В при последовательном включении или же на полное напряжение, при подключении сразу параллельно с выходом. Дополнительную катушку можно домотать тонким проводом (0,5.. .0,8 мм) и на магнитопровод сварочного трансформатора, если к нему есть доступ.
Схемы устройств показаны на рисунках. Если дополнительная катушка доматывается на магнитопровод сварочного трансформатора (рис. 3.8), что проще всего, то нам понадобится лишь кусок любого подходящего провода, рассчитанного на ток до 2 А. На схемах (рис. 3.8—3.10) к силовой обмотке (2) сварочного трансформатора подключается диодный мост VD1, рассчитанный на сварочный ток трансформатора, обычно до 200 А, на электрод подается «минус». Последовательно с силовой обмоткой (2) включается дополнитель

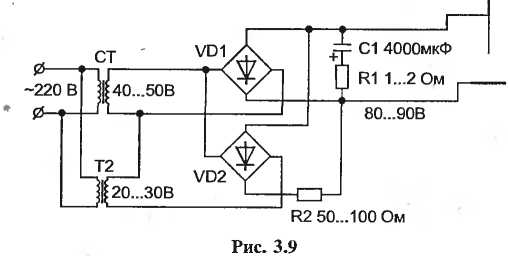
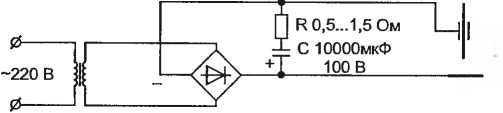
Рис. 3.10
ная обмотка (3), рассчитанная на 15...30 В, в зависимости от параметров трансформатора, и их напряжения суммируются. Следует лишь следить, чтобы катушки не были включены в противофазе, иначе суммарное напряжение упадет. Выход с соединенных катушек (2—3) 60...70 В через диодный мост VD2 подается на выход моста VD1. На мостах упадет несколько вольт. Конденсатор С1 заряжается более высоким напряжением. Надо учитывать, что на заряженном конденсаторе величина напряжения повысится примерно в 1,4 раза относительно просто выпрямленного мостом напряжения без конденсатора, если последнее измерять обычным вольтметром постоянного тока. Резистор R2 нужен для ограничения тока со слаботочной катушки до уровня 1.. .2 А, можно и меньше, его номинал подбирается исходя из этого, обычно 50... 100 Ом. Резистор R1 сопротивлением 1...2 Ома и мощностью не меньше 5 Вт необходим для ограничения тока конденсатора, от которого происходит зажигание дуги. Если резистора R1 не будет, то при зажигании дуги — касании кончика электрода об массу С1 мгновенно разрядится с сильным хлопком и вспышкой. Это не только действует на нервы, но и самым отрицательным образом сказывается на процессе зажигания, приводя к разрушению кончика электрода, его залипанию, так как хоть и сильный, но мгновенный всплеск тока не способен стимулировать нормальное образование электрической дуги.
В том случае, если к сварочному трансформатору нет доступа или предвидятся трудности с его разборкой, в качестве дополнительного источника напряжения можно применять отдельный сетевой трансформатор мощностью 100...300 Вт. В первом случае (рис. 3.9) вторичная катушка дополнительного трансформатора (Т2) с напряжением 15...30 В подключается последовательно с выходной катушкой сварочного. Здесь следует следить за фазировкой. Их суммарное напряжение, как и в предыдущем случае, через диодный мост VD2 поступает на конденсатор С1, заряжая его до более высокого напряжения. Если имеется трансформатор (Т2) с более высоковольтным выходом (60...70 В), то последовательного соединения катушек можно избежать, подключив мост VD2 сразу к выходу трансформатора Т2 (рис. 3.10). При зажигании дуги напряжение на силовой обмотке трансформатора падает, значит, упадет и суммарное напряжение и на последовательном соединении катушек сварочного и слаботочного трансформаторов. В последнем случае сварочный и вспомогательный трансформаторы развязаны, и выход Т2 менее зависим от режима работы сварочного аппарата.
Наибольшее значение повышенное напряжение имеет при зажигании дуги. После зажигания, в установившемся дуговом режиме, напряжение на дуге падает примерно до уровня 23 В при любом выходном напряжении источника. Но напряжение на электроде быстро повышается при разрыве или большем удлинении дуги, что сильно облегчает ее повторное зажигание и улучшает ощущения от работы в целом. Применение данных схем на практике показало хорошие результаты, электроды всех типов поджигать стало гораздо легче, в целом работать стало удобнее. Как мне показалось, даже дуга с подпиткой стала гореть стабильнее и обращение с ней оказалось приятнее, хотя, возможно, последнее—лишь мое субъективное личное впечатление.
Используя повышенное напряжение при сварке, следует помнить, что его уровень может представлять угрозу для здоровья. Напряжение в 90 В уже ошутимо «кусается» через участки тела с тонкой кожей, в отличие^от обычных 50 В, которые большинством людей обычно не воспринимаются. Здесь технике безопасности следует уделять большее внимание, используя перчатки и обувь на непроводящей подошве. Применять повышенное напряжение имеет смысл при работе с ответственными, изящными изделиями или особыми типами электродов. Еслй сварочный аппарат часто применяется для разных целей, то целесообразно установить на вспомогательную обмотку или трансформатор выключатель, чтобы повышенное напряжение можно было легко убрать при обычном режиме, обезопасив условия работы.
Промышленностью выпускаются специальные высоковольтные устройства, предназначенные для поджигания и поддержания дуги бесконтактным способом, называемые осцилляторами. Осциллятор представляет собой генератор высокого напряжения (2...6 кВ) высокой частоты (100...3000 кГц) с небольшой мощностью 100. ..250 Вт. Высокое напряжение осциллятора накладывается на сварочную цепь промышленной частоты (50 Гц) с обычным уровнем напряжения (40...80 В). При этом напряжение осциллятора величиной в несколько киловольт, при небольшой мощности сигнала, способно пробивать воздушный промежуток между электродом и изделием с расстояния в несколько миллиметров, вызывая бесконтактное зажигание основной сварочной дуги нормального тока либо стимулируя горение сварочной дуги с пониженным током. Через катушку сварочного трансформатора напряжение осциллятора не разряжается по той причине, что для высокочастотного сигнала ее реактивное сопротивление становится слишком большим, гораздо больше сопротивления воздушного промежутка в несколько миллиметров, — это фокус от применения высокой частоты осциллятора.
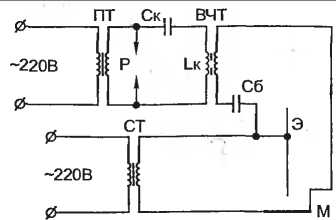
Рис. 3.11
Таким образом, резко повышается точность и производительность работ: ведь теперь не нужно постукивать электродом об изделие; достаточно лишь приблизить его к детали, точно установив кончик напротив места зажигания дуги, приблизить на расстояние искрового пробоя. Благодаря высокой частоте высокое напряжение, даваемое осциллятором, не опасно. Поражение током высокой частоты выражается лишь в форме острых болевых ощущений и легких ожогов кожи, так как высокочастотный ток вытесняется в поверхностные покровы человеческого тела. Хотя физиологически разные люди все же по-разному переносят воздействие высокого напряжения, в некоторых случаях возможны осложнения, особенно при присутствии у пострадавших сердечных и ряда других заболеваний.
Осцилляторы выпускаются промышленностью и их можно использовать в связке с обычными сварочными трансформаторами и аппаратами при работе на переменном токе. Осцилляторы могут быть параллельного и последовательного включения. Осциллятор параллельного включения (рис. 3.11) состоит из повышающего трансформатора ПТ и колебательного контура. Трансформатор ТП повышает напряжение с 220 В до 3...6 кВ. Колебательный контур, состоящий из высокочастотного трансформатора ВЧТ, конденсатора Ск и разрядника Р, вырабатывает высокочастотный ток. При возрастании синусоидального напряжения на вторичной обмотке ПТ конденсатор Ск заряжается. При достижении определенной величины напряжения Ск происходит пробой воздушного промежутка разрядника Р. Конденсатор Ск разряжается на индуктивность Lк, являющуюся первичной обмоткой высокочастотного трансформатора ВЧТ.
В колебательном контуре Ск-Lк-Р возникают высокочастотные затухающие колебания, которые через вторичную обмотку ВЧТ выводятся на дуговой промежуток сварочной цепи. Процесс повторяется на каждом полупериоде синусоидального напряжения 50 Гц. Частота поступающих на выход колебаний зависит от значений емкости и индуктивности Ск и Lk.
Блокировочный конденсатор Сб препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь и служит для защиты сварщика в случае пробоя конденсатора Ск. Схема может содержать два конденсатора Сб с обеих выходов вторичной обмотки ВЧТ. Иногда для защиты сварочного трансформатора на его выходе включается Г-образный фильтр, состоящий из дросселя и конденсатора. Дроссель должен выдерживать большой сварочный ток, что делает его весьма массивным элементом конструкции. Если трансформатор источника питания имеет повышенное магнитное рассеивание, то наличие индуктивного фильтра не обязательно. Для ограждения питающей сети от высокочастотных помех осциллятора обычно используется индуктивно-емкостный сетевой фильтр. Хотя в любом случае осциллятор является мощным источником радиопомех, так как электромагнитные колебания в широком спектре частот возникают при периодическом искровом пробое воздушного промежутка разрядника в процессе работы прибора. Поэтому при включении осциллятора неизбежны помехи для работы теле- и радиоприемной аппаратуры.
Кроме параллельного включения, используются осцилляторы последовательного включения, включаемые последовательно дуговому промежутку сварочной цепи. Кроме того, существуют генераторы иного типа, подающие лишь кратковременные импульсы менее высокого напряжения с частотой 100 Гц (200...300 В) в те моменты, когда синусоидальное напряжение в сварочной цепи переходит через нулевое значение. Такие генераторы более надежны в работе, так как не содержат высоковольтных элементов, и более экономичны, чем осцилляторы.
Осцилляторы параллельного (ОСПЗ-2М) и последовательного включения (М-3, ОС-1) выпускаются промышленностью и могут использоваться для усовершенствования электросварочных систем, построенных на основе промышленных и бытовых источников питания и самодельных сварочных трансформаторов. Ввиду наличия специфических высоковольтных элементов в конструкции осцилляторов, эти приборы сложны для самостоятельного изготовления. Кроме того, требуется тщательный расчет емкости Ск и индуктивности первичной обмотки высокочастотного трансформатора Lк для получения выходного сигнала требуемой частоты.
Сварочный трансформатор можно использовать не только по своему прямому назначению—для сваривания металлов, но, с небольшими переделками, использовать его еще для ряда целей. Одной из распространенных дополнительных функций такого трансформатора, которой иногда оборудуются даже промышленные аппараты, является его совмещение с зарядным устройством для заряда автомобильных аккумуляторов. Однако сварочный аппарат превращается в еще более универсальное и полезное для автомобилиста устройство, если он также является пусковым устройством для запуска стартера автомобильного двигателя. Дооборудование самодельных, впрочем, как и промышленных сварочных трансформаторов функцией пускового устройства является весьма рациональным и распространенным случаем.
После длительного простоя в гараже, особенно в холодное время, автомобиль бывает трудно запустить от штатного аккумулятора. Дело в том, что, как известно, при работе двигателя аккумулятор постоянно подзаряжается, если же двигатель долго не работал, то и аккумулятор не подзаряжался и его емкости может не хватать для запуска не ахти какого мотора, в любом случае он сильно садится. В таких случаях и используют специально изготовленные или переоборудованные устройства, состоящие из мощного понижающего трансформатора и выпрямителя в виде диодного моста. Пусковое устройство включается в электросеть в гараже и от него заводится двигатель. Таким образом экономится ресурс аккумулятора, а иногда это является вообще единственным способом быстро завести машину.
Для разгона стартера легкового автомобиля требуется устройство с выходным напряжением 13,5— 14 В (х.х.), способное развивать ток 180 А. В случае его использования совместно с еще сохраняющим заряд бортовым аккумулятором развиваемый ток может быть несколько меньше. Именно такими параметрами и может обладать сварочный трансформатор с предусмотренной функцией пускового устройства. Для этого во вторичной катушке трансформатора просто делается отвод на соответствующее напряжение и устанавливается мощный диодный мост, например, собранный из четырех диодов В-200 (вентили), или нескольких готовых импортных диодных мостиков, но в последнем случае со значительным запасом мощности. Свойства самого сварочного трансформатора, дооборудованного таким образом, значительно повышаются уже в качестве электросварки, ведь теперь вы получаете аппарат, способный работать как на переменном, так и более качественном постоянном токе. Для переключения режимов сварка/запуск достаточно установить переключаемую перемычку на выходных клеммах трансформатора; Эффективность пускового устройства возрастет, если его напряжение будет сглаженным, т. ц, на выходе еще установлен конденсатор или батарея конденсаторов емкостью в несколько тысяч микрофарад. Однако после установки конденсаторов само напряжение холостого хода на выходе возрастет примерно в 1,4 раза, это необходимо учитывать. В принципе, для запуска и зарядки аккумулятора можно использовать и более высокое напряжение до 16 В.
Сварочный аппарат превратится в еще более универсальное устройство, если он будет также обладать функцией зарядного устройства. Для уже переоборудованного под пусковое устройство трансформатора такая доработка не является значительной проблемой. Достаточно добавить в электрическую цепь пускового устройства амперметр со шкалой не менее 10 А, и это уже будет простейшее зарядное устройство, которым можно подзарядить аккумулятор в том случае, если он берет нормальный ток и не требует регулировки. Однако особо полагаться на последнее условие не стоит, так как рано или поздно выставлять ток все же придется, да и для аккумулятора лучше отрегулировать наиболее оптимальный режим заряда, если устройство обладает такой возможностью, что, естественно, отразится на долговечности аккумуляторной батареи. Наиболее рациональным способом будет выполнить первичную катушку с отводами и установить мощный переключатель на несколько положений таким образом, чтобы напряжение (х.х.) на выходе зарядного/пускового
U пит

U зар
U свар
Рис. 3.12
устройства изменялось в пределах 12... 16 В (рис. 3.12). Такой регулятор как нельзя лучше подойдет и для процесса электросварки, позволяя быстро подстраивать мощность на дуге. В цепи измерения тока необходимо обязательно предусмотреть возможность отключения амперметра, ведь в режиме запуска сила тока будет на порядок, а то и на два больше значения зарядного тока, на который и рассчитан измерительный прибор. Сделать это, опять же, проще всего с помощью переустанавливающейся перемычки амперметра.
Если в процессе самостоятельного изготовления сварочного трансформатора возможность его использования в режиме запуска и заряда предусматривается конструктивно, то в этом случае проблемы с его наладкой сводятся к минимуму. Однако иногда под пусковое устройство переоборудуются уже готовые, чаще всего промышленного изготовления сварочные трансформаторы. В этом случае сделать отвод со вторичной обмотки бывает сложно, а то и вообще невозможно. Тогда напряжение для запуска или заряда лучше получить путем установки дополнительной низковольтной обмотки на магнитопроводе трансформатора.
При конструировании и расчете мощных трансформаторов предполагается, что они работают от источника питания с определенным напряжением, без какого-либо дополнительного, заметного сопротивления в цепи питания. Для сварочных трансформаторов это условие особенно актуально, так как в процессе зажигания и горения дуги их реактивное сопротивление резко изменяется, в трансформаторе происходят сложные процессы, сильно зависимые от внешних условий.
К сожалению, стабильность источника питания сварочного трансформатора, в данном случае электросети с предполагаемым напряжением 220 В, в большинстве случаев по независимым от нашего желания причинам, соблюдается далеко не всегда. Причиной тому плохое, а то и просто ужасное качество линий электропередач. Качество это имеет выраженное свойство ухудшаться с отдалением за черту крупных городов и от трансформаторных подстанций, также оно может зависеть от времени суток, времени года и даже от погодных условий. Для мощных потребителей электроэнергии, коим и является сварочный аппарат, некачественная электросеть особенно вредна. За потерей мощности электрической дуги наступает такой момент, когда электроды начинают безнадежно «липнуть» к металлу, а на дуге мерцают лишь слабенькие искры и она упорно не желает загораться даже при применении тонких электродов. В таких случаях для электросварки наступает полный коллапс, хотя само оборудование находится в полном порядке. Виной тому падение напряжения на входе сварочного трансформатора.
Да кто только не сталкивался с этой проблемой? Тащишь свой сварочный аппарат за пару десятков километров, с трудом вывозишь его за город, с горем пополам тянешь кучу проводов, и тут на тебе все это дело виснет на шее мертвым грузом. При попытке зажечь дугу «сварка» клеит электроды, трансформатор гудит в режиме короткого замыкания, а у соседей при всем этом начинает блекнуть свет на лампочках, а то и экран включенного телевизора берется полосами. Налицо резкое падение напряжения в местной сети при включении мощной нагрузки. Почему так происходит и как с этим можно бороться, задавали мучительный вопрос себе многие. Вот с чем по-настоящему следует разобраться.
Как известно, электрический ток протекает по проводам, которые могут иметь разное сечение и разную длину. К тому же на пути потока электричества внутри самого провода встречается масса препятствий, мешающих его нормальному движению. Отправной точкой в этой системе служит трансформаторная подстанция, которая сама является элементом обширной сети еще более сложной системы. Но что же это за такие нехорошие препятствия на пути протекания электрического тока, которые так сильно портят положение дел конечного потребителя? Начнем с того, что любой проводник обладает свойственным его материалу удельным сопротивлением. Удельное сопротивление материала выливается в количественное значение сопротивления линии: чем меньше сечение проводов и чем больше их длина, тем более высокое значение сопротивления R будет иметь линия электропередачи. В данном случае R определяется из выражения:
R= p.L/S,
где р — удельное сопротивление материала провода (Ом-мм2/ м); L — длина провода (м); S — сечение провода (мм2).
Для меди р = 0,0175; для алюминия р = 0,028.
Таким образом, обладая расчетной формулой, можно рассчитать значение сопротивления провода, которым, например, вы собираетесь внутри двора удлинить линию для подключения «сварки». Чем тоньше провод, тем больше будет его сопротивление электрическому току. Так, для линии длиной 50 м (100 метров двух жил провода), состоящей из дешевого алюминиевого провода распространенного сечения 2,5 мм2, величина сопротивления будет равняться R = 1,12 Ом. Типичным для провода, натянутого на столбах, является сечение 25 мм2 тот же алюминий. Понятно, что линия длиной более километра в этом случае, даст сопротивление больше одного ома. Но провода на столбах легко поддаются осязанию, поэтому здесь еще пытаются соблюдать правила, определяя длину и сечение. Совсем другое дело огромные корпуса зданий и предприятий, где все это электрохозяйство попрятано в нишах, подвалах, уложено в трубах и навечно замуровано в скрытой проводке. По мере прокладки новых линий они, как правило, уже не вносились в схемы и документацию и рассчитывались по мере текущих потребностей. За много поколений сменившихся энергетиков и электриков здесь могло быть напутано что угодно, паутина из километров испещренного множеством соединений провода внутри здания может давать огромные потери. Большое количество бывших предприятий сегодня попросту простаивает, а их площади с системой электроснабжения активно сдаются в аренду. Арендаторы, будьте бдительны.
Но теоретическое сопротивление провода это еще далеко не все в общем вкладе нежелательных факторов в полное сопротивление линии и сети в целом. В линии обязательно присутствуют соединения на клеммах с разнородными металлами, которые к тому же могут быть уже порядком окислены. Сюда надо добавить тепловые элементы автоматических выключателей, которые обладают собственным сопротивлением; никуда не денешься и от кое-как, на быструю руку состряпанных «скруток», примотанных изолентой и запрятанных где-то внутри щитовых, а то и просто мокнущих под дождем на наружных соединениях; ну и плюс другие возможные дефекты монтажа и провода. Все эти маленькие «радости» вносят каждая свой неприметный на первый взгляд вклад в общее сопротивление всей линии, что в сумме выливается в вполне заметные величины. Понятно, что все эти паразитные сопротивления включены в цепи последовательно, и чем их больше, тем больше проблем будет в конкретной Я
электросети.
На процесс транспортировки электроэнергии также, безусловно, влияют сопротивления подключенных нагрузок конкретных потребителей, во множестве разбросанных на разных иерархических уровнях электрической сети. Таким образом, имеем сложную электрическую цепь: паразитные сопротивления линии включены последовательно, сопротивления включенных потребителей стоят параллельно, через те же паразитные сопротивления участков линии.
Чтобы упростить задачу, в дальнейших расчетах будем принимать все сопротивления активными и неизменными по величине. Таким образом, напряжения на нагрузке в любой ситуации можно будет рассчитать, лишь пользуясь всем известным законом Ома. Перед тем как достичь любой полезной нагрузки, ток проходит по линии через паразитные сопротивления провода и помех. На каждом из них происходит падение напряжения, равное t7n= Rr I, где Rr паразитные сопротивления отдельных участков линии. Для разных потребителей суммарные потери будут разными, в основном в зависимости от их удаления от трансформаторной подстанции и качества линии кому повезет больше, кому меньше... Таким образом, каждый потребитель получает лишь часть напряжения источника, за вычетом потерянной на линии величины. Исходя из формулы: второй параметр, от которого зависит падение напряжения на паразитном сопротивлении, это ток. Чем больше ток в цепи, тем больше потери в линии. Ток в цепи создают все потребители, кто больше, кто меньше, но берут все. И чем большую мощность тянет каждый потребитель, тем больше он же сам, впрочем, как и все его соседи, теряют этой самой мощ
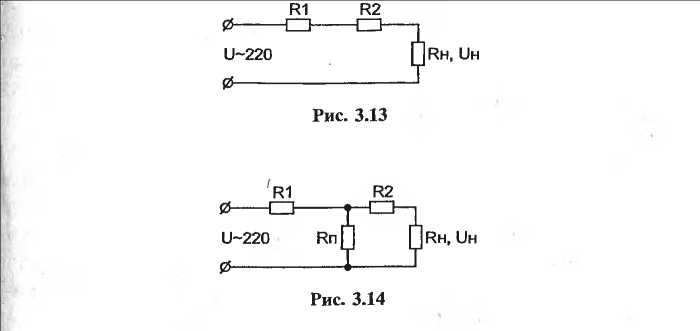
ности. Для того чтобы определить количественные значения падения напряжения и потери мощности, будет весьма интересным рассмотреть несколько типовых случаев включения нагрузки на разных участках электросети.
Для начала рассмотрим самый простой случай (рис. 3.13). Допустим, вы подключены к подстанции и кроме вас больше не включен никто. В цепи присутствуют паразитные сопротивления, для примера Ар А2, и сопротивление вашей нагрузки Ан. Произведя несложные вычисления, можно получить формулу для значения напряжения на нагрузке С/н:
171Н =---—----U.
А,+А2+Ан
Хорошо видно, что реальное напряжение уменьшится относительно выходного напряжения на подстанции (U). Следующий шаг: усложним условия (рис. 3.14), теперь будем считать, что перед нами включен сосед потребитель с сопротивлением нагрузки Ап. Как же теперь изменится напряжение на нашей собственной нагрузке (Ан). Результат более сложного расчета теперь получиться следующим:
U.
А,АП +RlR2 +А,Ан +А2Ап +АпАн
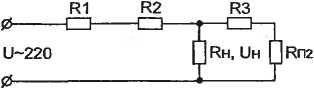
Рис. 3.15
Сразу видно, что теперь в знаменателе присутствует сумма из пяти произведений, при сравнении с суммой трех сопротивлений в предыдущей формуле. Это значит, что включившийся перед нами сосед, как и все остальные соседи впереди, уменьшат наше напряжение на весьма заметную величину. Впрочем, к уменьшению напряжения на каждом потребителе приводит возрастание общего значения тока в линии. Значит, не только соседи, включившиеся впереди, но и те, кто включится после нас, также должны влиять на падение питающего напряжения. Рассмотрим и этот случай (рис. 3.15). Для простоты будем считать, что кроме нашей нагрузки включен лишь один потребитель после нас (Rm), также в цепь входят паразитные сопротивления R2, R3. В этом случае зависимость примет еще более громоздкий вид:

Глядя на формулы, трудно оценить количественную сторону потери напряжения в каждом конкретном случае, а именно она нас больше всего и интересует. Легче всего сделать такую оценку, подставив в формулы числовые значения величин, приближенных к реальным условиям. Например, при напряжении на подстанции U = 220 В выбираем значения остальных величин.
Сопротивления в линии: Rt = R2 = R3 - 0,5 Ом.
Сопротивления нагрузок и потребителей: Rн = Rп = RП2=10 Ом.
Сопротивления нагрузок соответствуют мощности средней величины, близкой 2 кВа.
Таким образом, в первом случае (рис. 3.13) мы получим следующее значение упавшего напряжения питания нашей нагрузки:

Имеем уже заметное падение напряжение на где-то на 10%, но что же будет получаться дальше (рис. 3.14):


Как и предполагалось, напряжение в сети при включении первого соседа еще более уменьшилось по сравнению с предыдущим случаем и стало на грани допустимого. Идем дальше, что же случится, когда будет включен второй сосед?

Результат получен. Как стало видно, подключение далее идущих по линии соседей приводит к еще более плачевным результатам, чем запитывание нагрузки их впередиидущих «коллег». Здесь вносит свой вклад еще одно появившееся паразитное сопротивление R3. Подключение одного первого соседа приводит к потере напряжения на 13,2%, а если вы будете делиться только с одним следующим, то потеряете уже более 16% напряжения. В реальности подключены и те и другие, вместе... Если найдется желание, то рассчитать результат и в этом случае вы можете попробовать сами. Но какова же мораль вытекает из всей этой весьма прагматичной истории? Попробуйте подставить в формулы значения паразитных сопротивлений Rt R2, ..., Rn, равных нулю, в результате, конечно же, потери напряжения нет никакой. Первоисточником падения напряжения является именно сопротивление линии, эффект от его действия усиливается с увеличением нагрузки в сети, в том числе вашей собственной. А значит, качество линии определяется наличием в ней сопротивлений проводов, соединений и т. д., которые в большей или меньшей степени присутствуют всегда, а также ее загруженностью. Притом надо учитывать, что в данном случае мы рассмотрели всего лишь упрощенную схему однофазной электросети от одной трансформаторной подстанции. А ведь сама подстанция тоже включена в какую-то свою сложную сеть, со всеми вытекающими отсюда последствиями...
Сварочный аппарат потреблет довольно большую мощность, в среднем около 6 кВт, а значит, и сам он может посадить паршивую сеть довольно сильно, да и многочисленные потребители соседи способны сделать работу с ним невыносимой. Тут уж главное изыскать способ приуменьшения нежелательных последствий с упавшим напряжением.
Так как изменить в глобальных масштабах нашу систему энергоснабжения нам, конечно же, не под силу, и в ближайшее время вряд ли что-то сильно изменится, то остается одно: искать возможные выходы из сложившейся ситуации. Как на практике можно несколько улучшить работу сварочного трансформатора от электросети с недопустимо упавшим напряжением? Ряд выходов из этой ситуации уже практикуется давно. Во-первых, как видно из расчетов, падение напряжения будет тем меньше, чем ближе подключен потребитель к выходу трансформаторной подстанции, или чем меньше на его пути других потребителей и препятствий на линии. Однако выбирать место работы в большинстве случаев не приходится, поэтому такой способ малоэффективен. Здесь лишь надо следить за тем, чтобы последний отрезок пути токопередачи гибкий провод, соединяющий сварочный трансформатор с точкой электропитания, сам не имел большого внутреннего сопротивления. Ведь весьма часто варить приходится достаточно далеко от места возможного подключения трансформатора, а приличный гибкий медный провод на сегодня удовольствие дорогое, вот и тянут на десятки, а то и на сотни метров кто чем горазд: часто старыми, тонкими и окисленными проводами, соединенными из небольших кусков, всевозможными удлинителями, включающими множество ненадежных соединений и «скруток». Естественно, что такое «удлинение» обладает значительным собственным сопротивлением и на него приходится заметная потеря мощности любого сварочного аппарата. Наиболее действенным и часто единственным способом удерживать мощность сварки является рациональный выбор времени проведения сварочных работ. Как было показано выше, падение напряжения на сопротивлении линии пропорционально току, протекающему по этой линии, а значит, увеличивается с количеством включенных потребителей как до, так и после вашей точки подключения к электросети. Поэтому на плохих линиях следует избегать проведения сварочных работ в то время суток, когда потребление электроэнергии населением особенно велико. Мощный трансформатор будет плохо работать сам и еще больше «садить сеть», доставляя проблемы не только себе, но и своим соседям. Мощные скачки напряжения от работы сварочного трансформатора способны давать сбои в работе бытовой электро- и электронной аппаратуры, компьютеров, от пониженного напряжения могут не запускаться компрессоры холодильников, не говоря уже о том, что индикатором проведения кем-то сварочных работ станет мигание яркости лампочек во всей округе. Качество напряжения в сети будет лучше всего, когда подключено наименьшее количество потребителей, именно такие часы, по возможности, и следует выбирать для подключения мощной и требовательной к напряжению нагрузки.
Другой вопрос: как можно оценить качество сопротивления конкретной линии предварительно, скажем, перед доставкой на место сварочного аппарата. Ведь при измерении напряжения на незагруженной линии вольтметр может показывать вполне приемлемые значения. Однако при подключении туда же сварочного трансформатора окажется, что он лишь «клеит» электроды и не работает нормально налицо резкие падения напряжения в дуговом режиме трансформатора. При измерении напряжения надо учитывать что мощная нагрузка, которой является сварка, еще не была подключена и напряжение в сети было выше. Как следует из формул, падение напряжения проявляется лишь тогда, когда в сеть подключены потребители со значительным электропотреблением. А до этого вольтметр, с его огромным сопротивлением и ничтожным током, просто не чувствует внутреннего сопротивления линии и показывает завышенные значения. Может оказаться, что единственной нагрузкой, способной «посадить» сеть, и будет ваш сварочный аппарат, который как раз и «посадит» напряжение на самом себе. Поэтому контролировать напряжение в точке подключения необходимо уже после подключения основного потребителя, в данном случае сварочного трансформатора, и развития им максимальной мощности. Но так как сопротивление трансформатора является реактивным и оно сильно меняется, нестабильно в процессе работы, дает в сеть помехи, то показания вольтметров, особенно невысокого класса, могуг быть очень невнятными, стрелка может сильно колебаться, и тогда трудно что-либо разобрать. Да и смысла в этом не так уж много: если аппарат уже доставлен на место и подключен, то он либо варит, либо не варит, и причина определяется сама собой. Качество линии необходимо контролировать до доставки и подключения сварочного аппарата, значит, его нагрузку необходимо чем-то заменить. Для этих целей подойдет активная нагрузка, соизмеримая с мощностью работающего сварочного трансформатора, хотя бы 1,5.. .3 кВа, например конфорки электроплитки. Измерения вольтметром следует проводить до и после подключения нагрузки, и если после подключения налицо заметное падение сетевого напряжения, это можно даже заметить по изменению яркости свечения лампочки, то, значит, линия электропередачи некачественна, имеет значительное внутреннее сопротивление, тогда уже следует думать, перед тем как везти туда и подключать сварочный аппарат.
Потребляемая мощность для активной нагрузки определяется выражением Р = U2/R. Таким образом, при уменьшении напряжения мы будем иметь уже квадратичное уменьшение развиваемой мощности. Так, при уменьшении напряжения на 10% мощность упадет на 19%. Сопротивление трансформатора является реактивным, ему свойственны более сложные процессы преобразования электрической энергии: сопротивление обмотки сварочного трансформатора меняется в зависимости от режима работы, напряжения питания, определяясь величиной потребляемого тока. В этом случае можно привести пример из практического опыта: сварочный трансформатор, развивающий при напряжении питания 220—240 В вблизи от подстанции ток 180—200 А, при падении на нем питающего напряжения до 180 В будет уже давать ток, достаточный лишь для работы трехмиллиметрового электрода предположительно 100—120 А. Поэтому имеющие запас мощности трансформаторы обладают преимуществом на плохих линиях в том случае, если от них не требуется максимальная мощность. Кроме мощности, важным параметром здесь является и выходное напряжение холостого хода трансформатора, ведь при уменьшении входного соответственно уменьшится и выходное напряжение трансформатора, и если его значение упадет ниже какого-то значения (предположительно 36 В для переменного тока), то зажечь дугу уже будет очень сложно. Этой проблемы удастся избежать, если выходное напряжение холостого хода трансформатора находится на уровне не ниже 50 В при нормальном сетевом напряжении. Сварочные трансформаторы, изначально рассчитанные на какую-то определенную мощность, для конкретного диаметра электрода, которая для них является максимальной, могут полностью потерять работоспособность при падении напряжения или большом сопротивлении линии.
Вышеизложенные факты следует учитывать при изготовлении самодельных сварочных трансформаторов. Лучше всего при намотке первичной обмотки сделать ее с отводами в сторону уменьшения витков. Тогда в экстремальных случаях при падении мощности можно будет переключить трансформатор на меньшее количество витков первичной обмотки и таким образом повысить его мощность и восполнить потери.
Далеко не каждый берется за изготовление сварочного аппарата своими руками, другой вариант если аппарат нужен купить уж готовое изделие. Здесь выбирать можно между промышленными образцами сварочных аппаратов и, опять же, самодельными трансформаторами, продаваемыми на крупных «железках» многих базаров. Так как данная книга посвящена именно самодельным конструкциям, то здесь мы рассмотрим последние, но уже в качестве покупного товара.
Цена на рынке сварочных трансформаторов, изготовленных в кустарных условиях, может быть в несколько раз меньше их промышленных собратьев, что дает им сильную фору в выборе потенциальных потребителей. Притом, что некоторые из таких трансформаторов могут не уступать ни по надежности, ни по качеству отдельным трансформаторам фабричного изготовления, а то и быть лучше некоторых из них. Конечно, так можно говорить лишь об единичных, особенно удачных экземплярах. Хотя выбрать на базаре неплохой «самопальный» сварочный трансформатор, притом за весьма умеренную цену, на сегодняшний день вполне возможно. Тяжелая экономическая ситуация толкает многих умельцев из простаивающих специализированных предприятий браться за изготовление сварок на продажу из вполне качественных, припрятанных в свое время на тех же предприятиях «сырьевых запасов».
При покупке готового трансформатора, в принципе, следует обращать внимание на те же факторы, которые рассматривались и для изготавливаемых самодельных трансформаторов: конструкция, сечение проводов, площадь железа, качество материалов. Однако при покупке следует избегать некоторых приемов, которые еще сошли бы при самостоятельном изготовлении трансформатора. Дело в том, что когда вы делаете сварочный трансформатор своими руками и тем более для себя, то вы всегда можете контролировать добротность выполненной работы. Если какие-то изъяны впоследствии все же и проявятся, то тут уж извините никто кроме вас самих не виноват, ну... возможно, еще автор данной книги. Тогда при возможной аварии вы напрямую не тратите свои деньги, по крайней мере, большие, а обходитесь лишь затраченным временем да мозолями на пальцах, хотя тут уж неизвестно, что еще лучше.
В случае же покупного изделия, узнать, что у Него внутри, весьма трудно, «а то и вообще невозможно, если, конечно, это вскоре само не проявится в виде фатального результата. Гарантию на такого рода продукцию никто давать не будет, даже потому, что, в принципе, спалить даже хороший сварочный трансформатор можно множеством способов, и никто потом ничего не докажет. Поэтому при покупке, прежде всего, следует ориентироваться на такие изделия, в конструкции которых было бы как можно меньше «узких мест» и элементов сомнительного качества и надежности.
Большинство продаваемых на базарах сварочных трансформаторов изготовлено по классической П-образной схеме, конструктивно они копируют промышленные трансформаторы, хотя изредка попадаются и другие, даже весьма оригинальные варианты. Именно П-образная схема лучше всего подходит в качестве выбора приобретаемого сварочного трансформатора. Такая схема поддается как более полному внешнему осмотру катушек трансформатора, является рациональной и достаточно надежной, так, при всем, не следует исключать возможность разборки и переделки трансформатора, а то и его ремонта.
Сравнивать конструкцию П-образного трансформатора можно со схемой и примерами расчета, приведенными в первой главе. Если геометрические размеры плеч и ширина трансформатора отличаются от «идеального», то это еще не значит, что такой трансформатор будет хуже работать, по крайней мере, чтобы это было заметно. Если на вид трансформатор похож на «правильный» то, скорее всего, он будет нормально работать, при нормальном сочетании всех остальных параметров. Избегать следует конструкций с слишком длинными (высокими) плечами и непомерно большой площадью сечения магнитопровода. Увеличенная длина магнитопровода не только создает дополнительное сопротивление магнитному потоку, но это и весьма существенная прибавка веса конструкции, что также немаловажно. Разумный предел сечения магнитопровода 30...40 см2, при более высоких значениях, опять же, сильно возрастает масса, да и характеристики сварочного трансформатора теоретически ухудшаются. В любом случае, работоспособность и надежность трансформатора будет в большей степени зависеть от ряда других параметров конструкции, нежели от геометрических размеров магнитопровода (если они, конечно, не выходят за рамки разумных пределов), да и определить свойства самого трансформаторного железа тоже нельзя. Покупая сварочный трансформатор, лучше всего сразу опробовать его в действии или договариваться о возможном возврате, если какие-либо его характеристики не будут удовлетворять.
Обычно на вопрос, сколько ампер развивает трансформатор, продавцы не дают точного количественного ответа, горячо уверяя о чем-то вроде: «Да тянет «пятеркой» в длительном режиме». Насчет «пятерки» это вполне реально, так как выходные токи большинства трансформаторов подобного типа лежат в пределах 160... 180 А, чего вполне достаточно для четырех- и даже пятимиллиметровых электродов. Ну а вот насчет «длительного режима» обольщаться не стоит. Как уже говорилось выше, коэффициент продолжительности работы (ПР) часто не превосходит значения 20.. .25% даже у промышленных и притом весьма тяжелых аппаратов, а у самоделок хорошо, если он приближается хотя бы к этим значениям. Поэтому, оценивая сварочный трансформатор, обязательно нужно смотреть на сечение провода его обмоток. Хорошо, если при предполагаемом, наиболее частом режиме сварки плотность тока в проводе не будет превышать 5.. .7 А/мм2 и порядка 10 А/мм2 при максимально допустимом токе дуги. Если предполагается интенсивно работать «четверкой», то провод вторичной обмотки, в зависимости от его качества, должен иметь сечение не менее 20...25 мм2, для тройки достаточными могут оказаться сечения 16... 20 мм2. При этом для первичной катушки следует ориентироваться на диаметры обмоточных проводов 2,2.. .2,4 мм и 2,5.. .2,8 мм соответственно. Также особое внимание следует уделять качеству изоляции провода. Лучше всего, чтобы это был настоящий провод и шина в пропитанной теплостойким лаком стеклоткани, с хорошей, не ободранной и без трещин, поверхностью изоляции. Другие варианты, в том числе шины, скрученные из нескольких проводов в самодельной изоляции, тоже могут оказаться ничего, однако проконтролировать качество последних внутри обмотки практически невозможно, поэтому их следует остерегаться. Хорошо, если обмотки трансформатора хорошо вентилируются, тогда их и рассмотреть можно получше. Другое дело, если все плотно изолировано, да еще сверху окрашено. Тогда и отток тепла будет плохим и что там внутри, никак уже не увидишь, ведь запросто может оказаться, что там провод вообще соединен из множества обшарпанных кусочков, да и еще разных сечений... Не очень хорошей изоляцией является и весьма распространенная стеклоткань без пропитки. С одной стороны, она не горит, выдерживает высокую температуру, хорошо проводит тепло, но с другой: волокна непропитан-ной стеклоткани, будучи неплотными и скользкими, под нагрузкой расходятся, таким образом, внутри обмоток эта изоляция может продавливаться проводами, теряя свои свойства.
На базарах чаще всего продают сам сварочный трансформатор без корпуса. В этом случае его можно рассматривать наиболее тщательно, со всех сторон и даже переворачивать вверх ногами. Если же трансформатор все же установлен в корпус, то это может быть и плюсом и минусом. В любом случае необходимо смотреть, что там внутри, притом не ограничиваясь снятием одной лишь крышки. Если же продавец начинает «юлить», ссылаясь на трудности с разборкой, а то и заявляя, что будете разбирать, когда купите и т. д., то от услуг подобных типов лучше отказываться сразу. Если этому продавцу так сильно нравится продавать трансформатор, каждый раз таская с собой несколько десятков килограммов, то это его личная радость, и с ней вы его и оставьте...
Напоследок в который раз хочу отметить, что надежность и живучесть купленного или изготовленного сварочного трансформатора будет зависеть не только от тех критериев, которые заложены в его конструкцию, но от вашего личного отношения к этому весьма неординарному изделию. Условия эксплуатации сварочных трансформаторов всегда были тяжелыми, и ошибки и халатность в работе с ними могут сыграть не менее злую роль, чем изъяны в изготовлении и конструкции.
Эксплуатация сварочного оборудования да и вообще процесс электросваривания не считаются простым и безопасным занятием. Огромные мощности, высокое потребление электроэнергии, сопряженная с открытой электрической цепью работа, электрическая дуга, яркость которой превосходит видимый солнечный диск, высокая температура и гарь, тысячи разлетающихся во все стороны раскаленных капель металла и искр делают работу сварщика весьма опасным и вредным занятием. Грубое нарушение правил техники безопасности в работе и при изготовлении сварочного оборудования может привести к тяжелым, а то и невосполнимым последствиям. В особенности грешат конструктивными изъянами и невысокой безопасностью своей эксплуатации самодельные сварочные трансформаторы. При самостоятельном изготовлении такого рода оборудования, само собой, на первое место ставиться простота конструкции и экономия материальных ресурсов, вопросам надежности и электробезопасности при этом как-то отводится далеко не самое главное место. Часто умельцы, спеша испытать свое детище в деле, не доводят до ума и вполне добротные конструкции, оставляя трансформаторы и обмотки совершенно открытыми, запитывая от ненадежной и перегруженной электропроводки. Все это не добавляет срока жизни сварочным трансформаторам, а что еще хуже вполне способно укоротить тот же срок и самим их владельцам или же серьезно повлиять на состояние здоровья. Поэтому о правилах техники безопасности следует помнить всегда и не откладывать в спешке их выполнение на потом, надеясь, что и на этот раз, как всегда, пронесет...
Конструктивно в сварочном трансформаторе обязательно присутствуют две электрические цепи: цепи первичной и вторичной катушек. Работа сварщика постоянно сопряжена с контактом с цепью вторичной обмотки: оголенные концы держателя и электрода и поверхность свариваемого изделия. Попадать под ее напряжение никто не стремится, но и полностью избежать этого в процессе работы тоже не всегда удается. Поэтому по правилам выходное напряжение сварочного трансформатора ограничено: 80 В для переменного тока сети 50 Гц; 90 В для источника постоянного тока. Напряжения ниже этих уровней считаются безопасными для жизни человека. Однако испытывать это утверждение на себе все же не рекомендуется, для людей, страдающих рядом заболеваний, особенно сердечных, к неожиданному результату могут привести и контакты с напряжением, существенно меньшим от установленных значений.
В исправном аппарате напряжение вторичной цепи должно быть меньше указанных предельных значений, реально в бытовых и самодельных сварочных трансформаторах выходное напряжение не превосходит уровня 50...60 В, а цепь первичной обмотки (высокого напряжения) должна быть надежно изолирована от соприкосновения человека. Все это касается исправного оборудования. Однако врк самодельных сварочных трансформаторов часто бывает не столь уж долгим, выходят со строя и промышленные аппараты. Как не раз уже испытано на практике, по закону подлости поломки случаются в самый неподходящий момент, и предусмотреть заранее это событие никак невозможно. Еще хуже, когда неисправность уже существует, но о ней неизвестно, и беда тихо ждет своего часа. У поврежденных трансформаторов состояние электроизоляции и уровни напряжений могут представлять непосредственную опасность для человека.
Чаще всего проблемы бывают с первичной катушкой высокого напряжения. Первичная катушка содержит большее количество витков, обычно она сильнее греется, ее более тонкий провод больше подвержен влиянию разрушающих механических воздействий, нежели провод вторичной цепи. Эта катушка находится под опасным напряжением, и при повреждении изоляции ее провода высокое напряжение может попасть на корпус или магнитопровод трансформатора, стать доступным для прикосновения человека или послужить причиной других неприятных ситуаций. Если сварочный трансформатор не имеет корпуса, то повреждения обмоток могут происходить во время эксплуатаций от случайных ударов, а также опрокидываний и падений тяжелого трансформатора. Разрушающее воздействие на изоляцию оказывает вибрация, особенно для провода в лаке, перегрев обмоток и влага. Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях видеть приходиться нечасто. Гибкий медный провод сегодня стоит дорого, при большой длине экономят на каждом метре провода и каждом квадратном миллиметре сечения, поэтому третий заземляющий провод воспринимается уже как чрезмерная роскошь. То же самое справедливо и для масштабов всей нашей страны, впрочем как и ряда соседних, ведь третьим заземляющим проводом разводка бытовой электросети также не оборудовалась. Так что, господа-граждане, выкручивайтесь из этой ситуации как хотите, но лучше все-таки заземлять.
Другой вариант пробоя первичной обмотки когда она пробивает на вторичную катушку внутри трансформатора. В этом случае ничего не подозревающий сварщик и его помощники могут попасть под высокое напряжение сети со всеми вытекающими отсюда последствиями. В этом случае поможет заземление провода вторичной катушки, а также надежная изоляция первичной и вторичной обмоток друг от друга, как одного из наиболее' неожиданных источников опасности. Напряжение вторичной катушки может повыситься, даже если ее изоляция не нарушена. Напряжение на выходе вторичной катушки зависит от количества витков первичной катушки, находящихся в работе. Так, при межвитковом замыкании первичной катушки достаточно большое количество ее витков может «вылететь» из работы: в результате напряжение на выходе сварочного трансформатора повысится.
Электрический травматизм возникает при замыкании электрической цепи через человеческое тело. Наибольшую опасность представляет случай, когда ток протекает через обе руки и туловище человека. От величины протекающего тока зависит степень его опасности для жизни человека. Смертельный считается ток величиной более 0,1 А, хотя человеческий организм начинает ощущать и реагировать на токи гораздо меньшего порядка. Так, при токе через тело всего лишь 0,6... 1,5 мА (при частоте 50 Гц) ощущается легкое дрожание рук; при 5.. .7 мА судороги в руках; 8... 10 мА судорог и боли в пальцах и кистях рук; при 20...25 мА паралич рук, затруднение дыхания; при 50...80 мА паралич дыхания; а при 90... 100 мА паралич дыхания, при длительности более 3 с паралич сердца. Если пострадавшему от электрического удара, находящемуся в бессознательном состоянии, при отсутствии дыхания и пульса, в состоянии клинической смерти, оказать медицинскую помощь в первую минуту после удара, то исход для жизни пострадавшего будет благоприятен. Первая медицинская помощь заключается в произведении пострадавшему массажа сердца и искусственного дыхания, обеспечения покоя и притока свежего воздуха.
При подключении трансформатора также нужно уделять внимание качеству как соединительного гибкого провода, так и провода стационарно уложенной электропроводки. Их сечение, целостность изоляции, наличие заземляющего провода должно отвечать требуемым нормам. Разводка в старых квартирах и домах обычно сделана самым тонким из применяемых алюминиевым проводом сечением 2,5 мм2. При строительстве часто укладывали его тоже как попало, оказаться он может и под деревянным полом, и под бумажными обоями, да и качество соединений желает лучшего. Сварочный аппарат способен потреблять токи 30...40 А, что уже чрезмерно много для такого провода, а если же на нем присутствуют трещины, скрутки, плохие соединения, то результатом может оказаться его нагрев, оплавление изоляции, короткое замыкание, возгорание. Так как проводка ложится от розетки к розетке, кое-как соединяясь в каждой розетке двумя концами, то сомнительных соединений по всей длине разводки более чем достаточно. Поэтому при включении мощной нагрузки следует выбирать первую розетку от электрощита или счетчика так на пути не окажется соединений через другие розетки. Электрощиты относительно новых домов должны быть оборудованы автоматическими выключателями («автоматами»); их назначение автоматическое отключение участка электросети в случаи аварийной ситуации. Однако особенно доверяться этому творению инженерной мысли не стоит мало того, что далеко не все из них нормально выполняют свои функции, но они и сами, в том числе импортные, могут стать источником возгорания. Сами «автоматы» не горят, они выполнены из негорючих материалов, зато при неисправности могут сильно раскаляться, вызывая воспламенение всей той дряни, которая ска-пливаёгся годами в электрощитах: пыль, паутина, токопроводящая плесень. Дефективность автоматических выключателей в основном обусловлена некачественной сборкой, часто винты, соединяющие токоведущие элементы, незатянуты, а поверхности загрязнены и т. д. Ток отключения, который значится на корпусе автоматического выключателя, впрочем, как и плавкого предохранителя, срабатывает лишь при длительном режиме подключения. В кратковременном режиме, в котором обычно работает сварочный трансформатор, «автомат» способен достаточно долго выдерживать без отключения токи в 2...4 раза выше номинального. Поэтому 16 А автоматический выключатель способен выдерживать, практически не отключаясь, бытовой сварочный аппарат с рабочим током дуги 120... 140 А. Неисправные «автоматы» могут не отключаться вообще, даже при коротком замыкании и оплавлении провода проводки, или же будут чрезмерно греться и «выбивать» даже при токах ниже номинального. Этой проблеме следует уделять внимание, заботясь о сечении и качестве проводки в доме или дворе хотя бы на коротком участке разводки, устанавливая соответствующие ей по току исправные автоматические выключатели.
Писаные правила по технике безопасности касательно сварочных работ строги и категоричны, вот только некоторые вырезки из них: «Работать в сухой и прочной спецодежде и рукавицах (ботинки не должны иметь в подошве металлических шпилек и гвоздей); прекращать работу при дожде и сильном снегопаде; ...при работе внутри сосудов пользоваться резиновым ковриком и переносной лампой напряжением не более 12 В... Включение в работу незаземленных источников питания дуги запрещается. В местах электросварочных работ должны быть средства пожаротушения в виде подведенной воды, ящика с песком, щита с инструментом и огнетушителей...» Так что теперь проверяйте свои ботинки на наличие металлических шпилек и не забудьте прихватить вместе со сварочным аппаратом ящичек с песком... шучу, конечно. Однако на самом деле требования правил техники безопасности дело совершенно не шуточное. И если и не выполнять буквально все предписания, то подходить к этому вопросу нужно осмысленно, стараясь по возможности максимально обеспечивать безопасность себя и окружающих.
Наверное, никому не нужно объяснять, что сварочные работы отличаются высокой степенью пожароопасности и их проведение несовместимо с близко расположенными легковоспламеняемыми веществами. Однако, кроме открытого воспламенения, здесь возможен и источник другого типа пожара на первый взгляд неявный и очень коварный. Пожар может начаться из-за небольших, скрытых от глаз, локальных очагов тления в местах, где нет явно горючих материалов и на которые обычно не особенно-то обращают внимание. При электросварке от электрода отлетает множество капель расплавленного электродного металла и капель раскаленного шлака. Раскаленные искры могут улетать на большие расстояния до нескольких метров, а иногда даже на десятки метров. Попадая в щели, закатываясь под разные объекты, они могут вызвать маленькие очажки тления, большая часть которых тихо и незаметно потухает, но некоторые способны существовать довольно долго и, в конце концов, стать источником настоящего пожара. Особая опасность этого процесса заключается в том, что очаг тления сразу бывает невозможно обнаружить и в активном, но скрытом виде он может существовать даже на протяжении нескольких часов. Заметить же в солнечный день слабое мерцание, если оно вообще доступно для зрения, или же почувствовать запах в задымленном от сварки помещении привыкшему к запаху гари человеку обычно практически невозможно. Закончив работу, люди уходят, закрывая за собой двери, а через час или два пожар в совершенно пустом помещении. Источником тления может становиться скопившаяся в труднодоступных местах пыль и паутина, даже там, где, на первый взгляд, отсутствуют горючие материалы.
Брызги электродного металла и шлака могут представлять опасность для здоровья человека. Обычно они не являются серьезной угрозой для грубой одежды и даже кожи рук, но чрезвычайно опасны для глаз и лица человека. Отдельные вылетающие искры способны описывать весьма неожиданные траектории, залетая под защитную маску, на голову, а то и сзади за шиворот. Расплавленный металл в сапогах тоже небольшая редкость в таких случаях. Поэтому, учитывая специфику работы, следует и одежку выбирать соответствующую, на руки рукавицы, лицо и голову защищать маской со светофильтром, не приближаться слишком близко, подсовывая голову под
самую дугу. Пугаться искр от сварки особо не стоит на первый взгляд их очень много и они страшные, особенно эффектен их вид в темноте, однако при соблюдении хотя бы минимальных мер предосторожности ожоги от раскаленных капель явление весьма редкое.
Маска сварщика должна быть оборудована двумя стеклами: светофильтром, защищающим глаза человека; обычным стеклом, защищающим светофильтр от попадающих искр. Наличие второго защитного стекла обязательно, так как при интенсивной работе стеклянная поверхность мутнеет и выходит со строя очень быстро. Причина тому ударяющиеся о поверхность стекла крупные искры, в местах попадания которых остаются маленькие оплавленные точечки, зазубринки, избавиться от которых уже невозможно. Когда следов ударов искр на стекле становиться слишком много, его выбрасывают, заменяя чистым. Портится от попадания искр не только стекло маски, но и другие предметы, например, стекло наручных часов, чувствительны к ударам раскаленных капель полированные, никелированные, хромированные и другие декоративные покрытия тех же наручных часов. Поэтому во время работы часы, если они вам дороги, с руки лучше снимать и хранить в другом месте.
К тому, что варить, надо всегда подходить с умом. Ясно, что ни в коем случаи нельзя применять электросварку для находящихся под давлением сосудов или трубопроводов. Также особенно хочу предостеречь, от заваривания пустых, но когда-то содержавших бензин резервуаров: баков, канистр, бочек и т. д. Применение электросварки в этих случаях чревато самыми тяжелыми последствиями в виде взрывов емкостей. Почему взрываются когда-то содержавшие бензин и, казалось бы, совершенно пустые и чистые сосуды? Как известно, бензин в виде жидкости хорошо горит, взрываются же пары бензина разреженная смесь молекул бензина с воздухом. Причем для взрыва достаточна очень малая концентрация паров бензина в воздухе. Внедряется же это вещество в поверхности разных материалов прямо-таки поразительно. Если канистра когда-то содержала бензин, потом ее не раз тщательно вымыли и высушили то это все равно не избавит ее внутреннюю часть от паров топлива, судить об этом можно хотя бы по запаху. Емкость может годами простоять пустой, а то и проваляться под всеми дождями на улице, но она все равно будет сохранять опасность взрыва. Помочь может разве что длительное выпаривание внутренности горячим водяным паром, но делать это нужно умело. В остальных случаях взрывоопасные пары присутствуют в любых содержавших бензин емкостях, и их концентрация увеличивается при нагревании. При прогреве электрической дугой поверхности бака или канистры молекулы бензина быстро покидают свои места в порах стенок, и концентрация горючих паров быстро возрастает, при контакте с открытым пламенем или раскаленным металлом происходит неминуемый взрыв. Опытные сварщики никогда не берутся за заваривание сомнительных емкостей, а возня с их очисткой и пропаркой многократно превосходит по трудоемкости сами восстановительные сварочные работы. *
Электрическая сварочная дуга является источником мощного светового, ультрафиолетового и инфракрасного излучения. Яркость светового излучения дуги примерно в 10 000 раз превышает допустимую для глаза. Излучение электросварочной дуги ослепляет незащищенные специальными светофильтрами глаза, а также воздействует на кожу человека. При поражении глаз вспышкой дуги зрение достаточно быстро возвращается, однако потом в поле зрения еще долго присутствует специфическое желтое пятнышко, говорят «словить зайчик», которое тоже постепенно исчезает. «Зайчики» перед глазами являются серьезным предупреждением явными симптомами поражения зрения, а их количеством можно даже оценивать его тяжесть. Так, если вы умудрились словить подряд уже два зайчика, то сварочные работы лучше отложить или же, если работы все-таки продолжаются, более тщательно следить за своим зрением. При большем количестве «зайчиков», одновременно плавающих перед глазами, возможны более тяжелые последствия для здоровья. Проявляются проблемы при поражения зрения не сразу осложнений следует ждать через несколько часов. Даже множество «зайчиков» перед глазами постепенно рассасываются, зрение вроде бы нормализуется, и человек успокаивается. Но несчастный может и не подозревать, что его ждет дальше последствия обычно проявляются в вечернее время или же ночью. Позже человек начинает ощущать острую боль и резь в глазах, как будто в них насыпано полно песка, возможна сильная головная боль, озноб, тошнота и рвота. Народные средства на этот случай предлагают несколько доступных рецептов. Одним из наиболее простых средств является промывка глаз заваркой чая. Более эффективным считается наложение на глаза массы из мелко истертого сырого картофеля. Если боль все же не стихает, то, как утверждают бывалые, еще более действенным, хотя и весьма малоприятным средством являются компрессы на глаза из свежей ... мочи. От такой примочки резь сначала должна еще больше усилиться, но потом доморощенные лекари обещают все же ее медленное стихание. Я не стану комментировать приведенные рецепты с точки зрения медицины, так как в этом не разбираюсь. Однако мне доводилось слышать утверждения многих пострадавших, которым помогло применение данных рецептов. Конечно, в тяжелых случаях самым бы верным был вызов машины скорой помощи, хотя в последнее время эти машины уж больно не скоро ездят, если вообще ездят...
Для защиты лица и глаз применяются маски со светофильтрами. Светофильтр представляет собой темное стекло размером 52 на 102 мм. В зависимости от марки светофильтры рассчитаны на определенные диапазоны токов сварочной дуги:
Марка светофильтра: Э-1 (С-3) для тока 30...75 А;
Э-2 (С-4) 75...200 А;
Э-3 200...400 А.
Наиболее универсальными для домашних сварочных аппаратов являются светофильтры Э-2 или С-4. Марка светофильтра должна быть нанесена в уголке на стекле. Если ее там нет, то определить предназначение светофильтра бывает весьма проблематично. Можно посмотреть через стекло, вплотную приблизив его к глазам, если в ясную солнечную погоду за стеклом светофильтра кажутся сумерки, в которых, тем не менее, различимы все предметы, то скорее всего это марки Э-1, С-3. Но здесь нужно отделять светофильтры для газовой сварки, через которые все видно слишком хорошо и в зеленом свете. В случае, если через светофильтр ясно различим лишь солнечный диск, то это могут быть марки стекла Э-2 и выше. От излучения дуги могут страдать не только глаза, но и кожа лица, если она не защищена или не полностью защищена щитком или маской. Особенно чувствительна кожа в зимнее и весеннее время, когда на ней нет естественного солнечного загара. При длительном облучении (достаточно нескольких электродов без защитной маски) кожа на лице через какое-то время, возможно на следующий день, краснеет, начинает болеть, а потом и шелушиться. В принципе, этот случай неприятен, но не представляет серьезной угрозы для здоровья это похоже на распространенный случай «обгорания» еще незагоревшего человека при длительном пребывании на жарком солнце в летнее время.
При проведении сварочных работ в закрытых, плохо вентилируемых помещениях следует также опасаться отравления сварочной пылью. Пыль эта выделяется при горении электрода и надолго зависает в воздухе. В ее состав могут входить окислы и соединения марганца, хлора, углерода, азота, фтора и др. Особенно следует опасаться применения электродов, содержащих марганец, их покрытие может иметь красноватый оттенок. Признаками отравления обычно являются: головокружение, головные боли, тошнота, рвота, слабость, учащенное дыхание... Отравляющие вещества могут также откладываться в тканях организма человека и вызывать хронические заболевания.
Вообще же электросварка должна быть безопасна не только для сварщика, но и для всех окружающих его людей. Нехорошо, если капли расплавленного металла падают сверху кому-то на балкон, а то и летят на голову. Неожиданные вспышки электрической дуги и даже их отражение могут ослепить не успевших отвести глаза людей поблизости. Особенно опасно ослепление для детей, которые часто наблюдают со стороны за электросваркой, не понимая опасности и совершенно не заботясь о своих глазах. Перегрузив мощным сварочным трансформатором электросеть, можно «выбить» «автомат», находящийся Бог знает в какой щитовой, и этим обесточить не только себя, но и большое число соседних потребителей...
Хорошо должен варить не только сварочный аппарат, но в первую очередь и сам сварщик. Изготовить хороший трансформатор — это только полдела, другая половина — на практике освоить премудрость сварного дела. Электросварка — дело нелегкое, здесь особенно важны опыт, набитая рука да наметанный глаз. Надо знать и чувствовать, как ложится сварной шов, понимать законы сварки металлов. Масса «подводных камней» подстерегает на этом поприще. Тут важно все: и подготовка поверхности, и чистота, и однородность шва, герметичность соединения, механическая прочность будущего изделия, во многих случаях тонкостенную деталь запросто можно испортить. Электросварка никак не возможна без внутренних напряжений и деформаций, в большей или меньшей степени возникающих в сварном шве. Иногда учет этих факторов особенно важен для геометрии и прочности сварной конструкции.
Выбор подходящего типа электрода также имеет немаловажное значение. Ведь на вид покрытые электроды все почти одинаковы, да только свойства у них могут быть очень разные. Далеко не все электроды могут работать на пониженном напряжении бытового сварочного аппарата. Чтобы разобраться с этим, нужно уметь расшифровывать довольно громоздкие обозначения, принятые для этой продукции. В сварочном оборудовании важен не один только трансформатор, здесь никак не обойтись еще без некоторых принадлежностей, большинство из которых можно изготовить самостоятельно. А если вы возьметесь за сварку чугуна или цветных металлов, то здесь вам придется подбирать оборудование и методы сварки с особой тщательностью.
Если вы все же смастерили самодельный сварочный аппарат, но. опыта проведения сварочных работ у вас немного либо таковой вообще отсутствует, то, прежде чем начинать широкомасштабные ис-
пытания, а тем более применять сварку на готовых изделиях, обязательно потренируйтесь — набейте руку. Лучше это делать под руководством более опытного товарища. У новичка, впервые взявшего держатель с электродом, сразу вряд ли что получится. Ручная сварка довольно сложный, требующий мастерства и навыков процесс. Чтобы понять это, попробуйте взять в левую руку, если вы не левша, карандаш и написать несколько строк любого текста. Боюсь, что получится очень коряво. И это при том, что все мы отлично знаем, как пишутся буквы, миллионы раз делали это правой рукой. Но стоит взять карандаш в левую — все наше умение писать тут же улетучивается. Вот что значит навык и набитая рука. Сколько мы тренировались письму в школе?
Продолжая аналогию, можно сказать, что варить сложнее, чем писать. Пишем мы на бумаге, на ровной плоскости опираемся рукой и кончиком пишущего инструмента о достаточно жесткую поверхность. Таким образом, при письме все движения происходят'в плоскости, в двухмерном пространстве. При сварке же работать электродом приходится в трехмерном пространстве. Найти точку опоры, на которую можно было бы опереться рукой, здесь уже не получится. Кроме постоянных поперечных движений вдоль плоскости свариваемых поверхностей требуется еще и точное удержание длины дуги в пределах 0,5... 1,1 диаметра электрода — вот вам пространственное положение электрода. Кончик электрода довольно быстро плавится, и его длина постоянно уменьшается — тоже нужно учитывать при работе рукой. Добавьте сюда тяжелый держатель, отяжеленный жестким грубым проводом, и вы поймете, насколько сварка отличается от письма.
При ручной электросварке нужно уметь не только искусно оперировать держателем с электродом. Когда мы пишем, то видим при естественном освещении, что пишем. При сварке же дело обстоит несколько иначе. В момент зажигания дуги смотреть на место касания электрода нельзя — ослепните от первой же вспышки. Смотреть через сварочное стекло до зажигания дуги бесполезно — при дневном свете через темное стекло ничего не видно. Вот и приходится зажигать дугу почти вслепую, лишь предварительно целясь в нужное место. Да и после зажигания сварочной дуги видимость через стекло нельзя назвать идеальной. Кое-что с зеленоватым оттенком видно лишь в пределах нескольких сантиметров в области горения дуги.
Сама форма изделия при этом не обозревается, приходится больше надеяться на зрительную память да свое воображение.
Итак, сварка начинается с зажигания дуги. Существует два способа зажигания — так называемым прямым отрывом и отрывом по кривой. Проще говоря, прямым постукиванием кончика электрода об изделие или же чирканьем кончика, как спичкой. Опытные сварщики с успехом используют оба способа поджига дуги. Для новичков же это основная проблема. При зажигании постукиванием достигается более высокая точность, так как кончиком электрода можно попадать практически в одну и ту же точку. Стоит ли повторять, что делать это приходится практически вслепую. При легком касании микровыступов стального стержня электрода о металл изделия в том месте происходит электрический пробой, начинает идти ток. В момент отрыва возникает искра, которая может перерасти в дугу. Если электродом ударить сильно или оторвать не вовремя, то в результате короткого замыкания и прохождения большого тока в месте касания металл мгновенно раскалится и кончик приварится к изделию — «прилипнет», оторвать его уже будет сложно. С другой стороны, при недостаточно сильном ударе не произойдет достаточного контакта изделия с защищенным покрытием электрода, поэтому зажигание будет невозможно. При резком же отрыве кончика электрода искра тут же погаснет — из-за превышения дугового промежутка. Зажигание чирканьем менее точно, но оно проще. Здесь электроды обычно не липнут к металлу, так как нет прямого нажима на них.
Холодным электродом практически никогда не удается зажечь дугу сразу. При любом способе зажигания приходится сначала некоторое время постукивать или чиркать кончиком, пока он не нагреется и из высекаемых искр не загорится дуга. При горячем электроде зажигание возможно с первого раза. Здесь сказывается меньшая энергия выхода электронов с горячего металла и лучшая ионизация дугового промежутка при раскаленном покрытии электрода. Поэтому имеет смысл сначала нагреть кончик, особенно при проведении ответственных работ, требующих высокой точности позиционирования. Сделать это очень просто, достаточно интенсивно потереть кончиком электрода, высекая из него массу искр. Для этих целей подойдет любой ненужный кусок металла, тоже подключенный в сварочную цепь. То же самое нужно делать, если с конца электрода обсыпалась обмазка. При обсыпавшейся обмазке зажечь дугу все равно не удастся. Металлический кончик нужно будет аккуратно оплавить в процессе чирканья до самого покрытая электрода.
Сразу же после зажигания дуги начинается плавление основного и электродного металлов. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. Нужно подавать электрод в дугу со скоростью, равной скорости плавления электрода. От стабильности горения дуги зависит качество сварного шва. При слишком короткой дуге наибольшая глубина проплавления, но и увеличивается вероятность прожига металла изделия, если оно достаточно тонкое. случае длинной дуги снижается устойчивость ее горения, уменьшается проплавление основного металла. При слишком же увеличенной дуге расплавленный электродный металл может вообще не ложиться на шов, большей частью разбрызгиваясь в воздухе.
Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия электрода. Обычно дуга сохраняет направление оси электрода. При сварке в нижнем положении на горизонтальной плоскости оптимальным считается угол наклона электрода, равный 15° от вертикали в сторону ведения шва, хотя наклон может быть и большим. Так, при наклоне порядка 45° и больше легче удерживать длину дуги, так как при большом угле наклона кончик электрода при касании об изделие опирается не на металл, а на покрытие, чем обеспечивается достаточный зазор между основным металлом для горения дуги и исключается короткое замыкание. Вообще же угол наклона не столь принципиален. При ведении швов, особенно угловых, при корявой форме изделия или же в труднодоступных местах, угол электрода выбирается произвольно, по возможности доступа к точке сваривания.
Для получения валика шва нужной ширины и надежного сваривания стыка применяют колебательные движения электрода. Если перемещать электрод только вдоль оси шва, без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет 0,8... 1,5 диаметра электрода. Такие узкие валики применяются при сварке тонких листов с хорошо подготовленной поверхностью, при наложении корневого слоя при многослойном шве и т.д.
В быту обычно приходится накладывать широкие швы. Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений кончика электрода (рис. 4.1). Движения (а—г) применяются при обычных швах, требующих умеренного прогрева металла. Наибольший же прогрев металла происходит при петлеобразных движениях электрода.
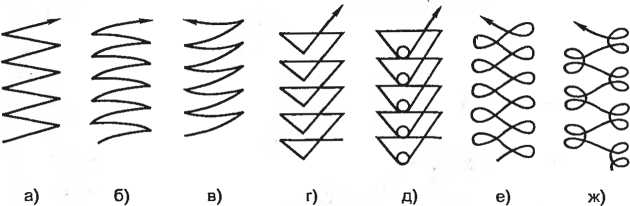
Рис. 4.1
В конце шва не рекомендуется сразу обрывать дугу, так как в этом случае на поверхности металла остается кратер. Кратер может вызывать появление трещин в шве. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. Лучшим способом окончания шва считается заполнение кратера металлом за счет поступательного движения электрода и медленного увеличения дуги до ее обрыва.
При наложении швов важно правильно выбрать режим сварки. Выбор режима ручной сварки обычно сводится к определению диаметра электрода для конкретных условий сварки и изделия и силы тока для этих условий. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. Силу сварочного тока обычно выбирают в зависимости от диаметра электрода. Для выбора силы тока можно пользоваться упрощенной зависимостью: I = Kd, где К= 30...50, d — диаметр электрода. Относительно малый сварочный ток ведет к неустойчивому горению дуги, проблемам с зажиганием и неглубокому провару. Чрезмерно большой ток приведет к сильному нагреву электрода при сварке, риску прожига изделия, повышенному разбрызгиванию элек-|тродного металла. При обычных условиях К принимается 35...40.
При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5—10%, а для потолочных — на 10—15%.
Сварной шов, выполненный покрытыми электродами, особенно в нижнем положении, всегда имеет на поверхности слой шлака, образующийся из обмазки электрода и частично всплывающих наверх загрязнений с поверхности металла. Во время сварки плавящаяся обмазка электрода растекается поверх жидкого металла, предохраняя сварочную ванну от внешнего воздействия газов воздуха, стимулирует горение душ. После застывания металла затвердевший шлак остается в таком же положении, часто имеет почти одинаковый с металлом шва цвет.
Но воздействие шлака может быть вредным. Так, при больших щелях между свариваемыми кромками, недостаточных силе тока и количестве поступающего с электрода металла, в нижнем положении сварки зазоры могут забиваться шлаком, препятствуя проникновению электродного металла и провару поверхностей. При этом внешне, скрываясь за шлаком, шов может выглядеть вполне нормально, но на самом деле он будет дефектным.
После сварки нужно всегда удалять слой шлака с поверхности шва, проверяя качество поверхности наплавленного металла. Шлак подлежит обязательному удалению, если поверх сварного шва пойдет второй шов. Смешивание застывшего шлака и нового навариваемого металла всегда дает неоднородность и отвратительное качество сварного соединения.
Обычно застывший шлак удаляется постукиванием вдоль сварного шва молотком, а также с помощью стальной щетки. При постукивании, если шов открытый и однородный, шлак, как правило, легко отлетает с поверхности. При этом стоит беречь глаза. При остывании еще горячий слой шлака находится в напряженном состоянии. Даже при легком ударе шлак разрушается от внутреннего напряжения и его горячие и острые осколки с большой силой разлетаются во все стороны.
Промышленные технологии сварки предполагают непрерывное ведение шва до его завершения по всей длине. Этот способ конечно же оправдывает себя в случае выверенного подбора электрода и силы тока для заданной толщины металла, при хорошо подготовленной поверхности и достаточной квалификации сварщика. Однако в быту часто варят плохо подготовленные для сварочных работ материалы: ржавый и окрашенный металл, поверхности с рваными краями, детали неоднородной формы и толщины. При таких условиях создать какие-то оптимальные условия для сварки очень сложно, да и на высокое качество надеяться не приходится. Электроды тоже часто попадаются какие попало, притом что у большинства бытовых сварочных трансформаторов все же нет возможности плавной подстройки тока. В этих условиях в народе уже давно выработалась своя техника сварки, описание которой вы вряд ли найдете в учебниках по сварочному делу. Сварка обычно ведется короткими, последовательными швами, что упрощает как технику сварки, так и позволяет обойти многие проблемы с качеством и формой поверхности. Тем не менее этот способ весьма эффективен, позволяет вручную поддерживать мощность в месте сварки и температуру изделия вокруг шва, избегая, таким образом, перегрева и прожигания металла.
При таком подходе короткие швы последовательно ложатся подряд — друг за другом с небольшими перерывами во времени, — из них складывается основной шов. Суть способа заключается в периодических перерывах в горении дуги во время наложения сварного шва, которые делаются сварщиком намеренно. Сварщик зажигает и ведет дугу на протяжении 2...4 секунд, наплавляя металл, потом гасит ее и примерно через такой же промежуток времени зажигает дугу с окончания только что наложенного фрагмента на несколько секунд снова, продолжая начатый шов. В дальнейшем процесс циклически повторяется до завершения сварного шва. Зачем это нужно? Если варится достаточно тонкий листовой металл при повышенном токе, не выверенной скорости ведения электрода, широком и толстом шве, — то основной металл постепенно перегревается, становится пластичным и прогорает или течет. То же можно сказать при сварке неподготовленных поверхностей с неровными краями и неоднородными зазорами. Расплавленный металл из сварочной ванны потечет быстрее, чем будет завершена заварка всех щелей. Всего этого удается избежать, если вести шов частями. На протяжении нескольких секунд сварщик накладывает фрагмент шва, который может быть достаточно широким, до тех пор, пока металл сильно раскалится, потом дуга на некоторое время разрывается, давая перегретому металлу немного остыть. Далее прерванный шов продолжается такими же относительно небольшими частями. Так удается избежать перегрева и прожигания металла изделия и сохранить относительную однородность соединения. Формируемый таким способом сварной шов может быть достаточно широким и объемным. Получается своего рода регулирование мощности сварки соотношением отрезков времени горения и угасания дуги. К этим же приемам прибегают, когда трудно удерживать непрерывный шов на неровной поверхности. А так появляется возможность время от времени выглядывать из-под маски и корректировать направление. К тому же так можно использовать повышенный ток при сварке, при котором выше степень провара, а также легче зажигается и горит дуга.
Оставляя без комментариев споры о качестве сварного соединения, полученного вышеописанным способом, я должен сказать, что такой подход получил повсеместное распространение и его используют в своей практике профессионалы. Он проверен опытом и временем. Если подходить к делу правильно, то сварные швы получаются достаточно надежными. Основная проблема здесь — возможность смешивания застывающего шлака с расплавленным металлом.
При наложении сварного шва его металлическая основа всегда покрыта слоем возникающего из покрытия электрода шлака. Расплавленный шлак всегда легче расплавленного металла, поэтому при нормальных условиях в сварочной ванне он всплывает на поверхность металла, где и застывает уже после застывания металла. Таким образом, при ведении непрерывного шва смешивания металла и шлака не происходит. Но смешивание возможно при наложении швов частями, когда предыдущему фрагменту дают остыть. Чтобы этого не происходило, главное не перестараться со временем перерывов в горении дуги. Фокус в том, что металл обладает большей теплопроводностью, нежели шлак, поэтому застывает быстрее. Когда металлическая часть шва достаточно отвердевает, шлак на поверхности еще находится в жидком состоянии — он еще светится оранжевым цветом. Здесь-то и нужно не упустить момент, вновь зажигая дугу и продолжая шов, пока шлаки еще в жидком состоянии, а основной металл немного остыл. Тогда еще не затвердевший шлак с предыдущего фрагмента шва вновь всплывет на поверхность при продолжении сварки и поступлении новой порции жидкого металла. Смешивания металла и шлака не произойдет.
Структура сварного соединения очень сильно зависит от подготовки свариваемых поверхностей, техники ведения сварки, однородности и чистоты наложенного сварного шва. Чтобы получить качественные соединения и точную сборку свариваемых деталей в целом, нужно хорошо понимать суть происходящих при этом процессов.
Загрязнение металла шва. В зоне плавления электрической дуги температура достигает больших значений — 2300°С, что приводит к быстрому плавлению электродного металла и металла изделия, интенсивному разогреву, а потом достаточно быстрому охлаждению металла после сварки. Воздействие электрической дуги приводит к тому, что молекулы кислорода, азота, водорода, находящиеся в воздухе или влаге в зоне дуги, частично разлагаются на атомы и ионы. В атомарном состоянии эти элементы обладают высокой активностью, вступая в химическое взаимодействие с элементами расплавленной стали и растворяясь в ней, что является следствием хрупкости металла.
Для защиты свариваемого металла от воздействия окружающей среды на электроды для ручной электросварки наносится специальное покрытие. Защита металла от воздуха осуществляется за счет шлака и газов, образующихся при плавлении покрытия электрода. Кроме того, покрытие электрода способствует ионизации в дуговом промежутке, поддерживает и стабилизирует процесс горения дуги. Подобные меры значительно улучшают качество сварного соединения. Однако, эффективно изолируя сварочную дугу от воздуха, покрытие электрода малоэффективно для защиты от загрязнений, находящихся на поверхности свариваемого металла. Выгорание всевозможных веществ на поверхности приводит к разбрызгиванию металла, загрязнению и ухудшению прочности сварного соединения.
В процессе электросварки происходят неизбежные изменения в структуре металла, его химического состава и механических свойств. Малый объем расплавленного металла в сварочной ванне и относительно холодный основной металл свариваемых частей вызывают интенсивный отвод тепла в свариваемое изделие. В результате происходит быстрое затвердевание и кристаллизация металла шва, неод-неродное протекание химических реакций, возникновение перенапряжений, деформаций и, возможно, трещин, что в конечном итоге сказывается на механических свойствах сварного соединения. Это особенно актуально при сваривании изделий из чугуна. Механические свойства, структура и химический состав металла зависят не только от состава металла электрода и свариваемых частей, но также в значительной степени от температурного режима, характера и интенсивности химических реакций при сварке.
Проникновение атомов распадающихся молекул в сварочную ванну вызывает химические реакции и образование химических соединений, легко растворимых в жидком металле. После затвердевания и кристаллизации растворенные соединения приводят к повышенной хрупкости сварного соединения. Источниками насыщения шва вредными веществами могут быть окружающий воздух, ржавчина, масло, влага, минералы, входящие в состав сварочных материалов. Отчасти борьба с загрязнениями заключается в очистке поверхности, сушке'и прокаливании материалов для удаления из них влаги, а значит, кислорода и водорода. Отчасти образованию прочного шва способствует то, что большинство растворимых примесей легче стали, поэтому в жидком металле они всплывают на поверхность шва еще до его затвердевания. Но даже при оптимальных условиях сварки, вряд ли можно надеяться на прочность соединения, которая бы составляла выше 60% от прочности основного металла. А так как в бытовых условиях поверхности свариваемых изделий часто не поддаются вообще никакой очистке, то реально прочность швов еще меньше. Особенно неустойчивы сварные соединения при ударных нагрузках, вибрации, к изгибу по месту шва.
Кристаллизация металла шва и образование трещин. Сварные швы ослабляются также наличием зерен, зон напряжений и трещин, появляющихся при остывании и кристаллизации расплавленного металла. Зерна образуются всегда при кристаллизации металла, что неизбежно при переходе его из жидкого состояния в твердое. Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 4.2). Началом кристаллизации являются не полностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. При затвердевании металла к первоначально образовавшимся зародышам зерен присоединяются новые зерна, и происходит их рост.
Рис. 4.2
Рис. 4.3
Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 4.3). Чем сильнее теплоотвод и меньше объем жидкого металла в сварочной ванне, тем тоньше кристаллизационный слой.
Находящиеся в жидком металле примеси и загрязнения имеют более низкую температуру затвердевания, чем сталь, они располагаются по границам зерен, ослабляя их сцепление между собой. Форма шва влияет на расположение неметаллических включений. В широких и неглубоких швах эти включения вытесняются наверх и могут быть легко удалены; в узких и глубоких швах загрязнения часто остаются между зернами. При попадании в металл сварного шва легкоплавких загрязнений, с температурой плавления ниже, чем у стали, в охлаждаемом шве могут появиться горячие трещины. Они возникают под действием растягивающей усадочной силы при охлаждении металла.
Трещины могут также возникать в металле из-за действия водорода. Атомарный водород соединяется в молекулы и создает большие давления внутри зерен, что приводит к образованию трещин. Трещины могут возникать в металле под влиянием мартенситного превращения. Мартенсит обладает меньшей удельной плотностью, что ведет к созданию дополнительных внутренних напряжений между частицами металла, вызывая появления трещин. Трещины могут возникать и от выпадения из растворов частиц сульфидов, нитридов, закиси железа и др., что тоже является причиной внутренних напряжений.
Особенно сильно подвержены отрицательным воздействиям при сварке изделия из чугуна. Низкая пластичность чугуна приводит к появлению трещин при напряжениях, достигающих временного сопротивления. Эти напряжения могут быть внутренними, обусловленными неравномерностью нагрева и охлаждения деталей из чугуна. При высоких скоростях охлаждения проявляется склонность чугуна к закаливанию с образованием закалочных структур. Кроме повышенной твердости и хрупкости, закалочные структуры вредны еще и потому, что их образование сопровождается появлением закалочных напряжений и образованием трещин. Способность чугуна к отбеливанию при быстром охлаждении места сварки обычно приводит к образованию тонкой отбеленной прослойки на границе сварного шва и металла изделия. Эта отбеленная прослойка имеет низкую пластичность по сравнению с другими участками сварного соединения, и под влиянием растягивающей силы, возникающей при охлаждении сварного соединения, она вместе с наплавленным металлом откалывается от основного металла или вызывает трещину по границе отбеленной прослойки в основном металле. Чтобы получить достаточное качество сварных соединений, сварка чугуна проводится по специальным методикам, о чем подробно будет сказано дальше. В бытовых условиях это всегда вызывает определенные трудности и далеко не всегда дает положительный результат в смысле качества. При восстановлении сваркой чугунные детали могут впоследствии разрушиться еще в более значительной степени. Поэтому по возможности чугунные детали следует стремиться заменять на стальные.
Строение сварного соединения. Соединение, выполняемое сваркой плавлением, состоит из четырех зон: 1) металл шва; 2) зона сплавления; 3) зона термического влияния; 4) основной металл (рис. 4.4).
Основной металл — металл, подвергающихся сварке деталей. Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева и пластической деформации при сварке. Зона сплавления — металл, находящийся на границе основного металла и шва. Металл шва — сплав, образованный переплавленным основным и наплавленным металлом. Поверхность сварного соединения, выполненного покрытым электродом, покрыта слоем затвердевшего шлака, состоящего из выделений покрытия электрода и всплывших на поверхность загрязнений металла.
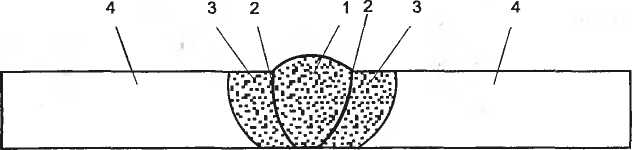
Рис. 4.4
Наиболее критичным местом в сварном соединении является зона термического влияния, ширина которой составляет 5...6 мм при ручной сварке, в ней еще различают шесть дополнительных участков. На стыке между основным металлом и швом находится тонкий переходной участок, относящийся к зоне термического влияния, — участок неполного расплавления. Роль этого участка очень важна: здесь происходит сплавление — образование металлической связи между металлом шва и свариваемой деталью. Если между зернами имеется пленка окислов или осажденных газов, то в этом месте не произойдет прочной металлической связи и будут возникать трещины в зоне сплавления. Сразу за этим участком находится еще более критичное место — участок перегрева. Для него характерен значительный рост размеров зерна. Перегрев снижает механические свойства стали, в основном пластичность и стойкость к ударным нагрузкам. Эти свойства тем хуже, чем больше размер перегретых зерен и шире участок перегрева. Перегретый металл является самым слабым ’местом в сварном соединении, поэтому здесь он чаще всего и разрушается.
Таким образом, если по прочности соединений, работающих на статическую нагрузку, сварка может быть сопоставима с прочностью основного металла, то в случае ударной нагрузки сварные соединения находятся в значительно менее выгодном положении. В общем случае прочность сварного соединения зависит от многих факторов: качества наложения шва и его чистоты, прочности металла, характера прилагаемых нагрузок и температурного режима работы сваренных деталей...
Любой металл при нагревании расширяется, а при охлаждении сжимается. При нагревании электрической дугой меняется структура металла, происходит перегруппировка атомов из одного типа кристаллической решетки в другой, увеличивается или уменьшается объем. Изменение температуры тела приводит к перемещению частиц металла, что становится причиной напряженного состояния в металле. Величина внутренних напряжений нагретых частиц с увеличением нагрева возрастает, так как, смещаясь, они встречают сопротивление неподвижных холодных частиц. Напряжения возникают при неравномерном смещении частиц, при неравномерном нагреве или охлаждении тела, что характерно в процессе сваривания. Внутренние напряжения в теле непрерывно меняются и приходят в равновесие лишь при полном остывании металла до температуры окружающего воздуха.
Возникающие в процессе сварки напряжения вызывают деформации свариваемых деталей. Эти деформации можно разделить на временные и остаточные. Временные деформации возникают в ограниченный момент времени — в процессе нагревания и остывания металла, после сварки они исчезают. Остаточные деформации продолжают существовать после сварки, после полного охлаждения изделия. В результате остаточных деформаций фрагменты изделия, как правило приваренные части, меняют свою ориентацию друг относительно друга, и она не соответствует первоначально установленному положению, в результате чего возникают ошибки в размерах и формах изделия. Расплавленный металл сварного шва, остывая, сокращается в объеме, возникающие при этом напряжения стараются стянуть сопряженные части внутрь шва, деформируя положение их поверхности (рис. 4.5, 4.6). При сварке металлов, обладающих низкой пластичностью, возникающие в них напряжения и деформации могут стать причиной трещин и, в конце концов, разрушения изготовленного таким образом изделия.

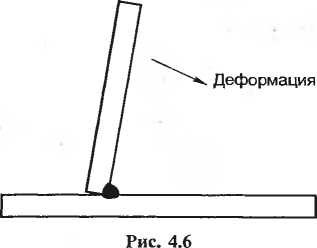
Полностью избежать остаточных деформаций при сварке невозможно. Существуют только способы, с помощью которых можно получить минимальные величины деформаций. Так, соединения без скоса кромок дают меньшую деформацию, чем соединения с разделкой кромок. Остаточные деформации уменьшаются при уменьшении количества сварных швов и их сечения, что конечно же может быть применимо и целесообразно далеко не во всех случаях.
Величина деформации сильно зависит от способа сборки и крепления свариваемых деталей. Детали с жестким креплением, не допускающим перемещения друг относительно друга, меньше подвержены деформации. Жесткое крепление можно обеспечить путем предварительных прихваток деталей свариваемой конструкции в наиболее ответственных точках. После прихваток короткими швами конструкция приобретает целостный вид и становится более жесткой. После этого на нее накладываются основные сварные швы. Но даже этот способ не может быть полной гарантией от возникновения нежелательных остаточных деформаций.
Другой способ заключается в симметрическом расположении швов относительно свариваемых фрагментов. Швы следует располагать так, чтобы деформации, вызванные ими, были направлены в противоположные стороны и этим взаимокомпенсировали друг друга (рис. 4.7). Вести сварку в этом случае нужно поочередно короткими швами с разных сторон. Однако и этот способ может быть применим далеко не всегда при соединении свариваемых деталей.
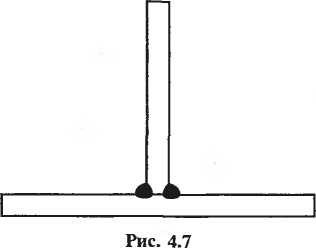
Уменьшить остаточную деформацию можно, используя предварительное закрепление свариваемых частей к какому-либо жесткому основанию. Например, листовой металл можно прижимать к ровному фундаменту по месту вблизи шва и убирать крепление только при остывании сварного шва. Однако полностью устранить деформацию таким образом не удастся, так как сварное изделие будет деформироваться и после остывания и удаления зажимов за счет силы остаточных напряжений в шве, но их влияние уже будет сведено к минимуму.
Для уменьшения деформации, особенно изделий из чугуна и закаливающихся сталей, можно применять предварительный подогрев зоны сварки шириной 40...50 мм с каждой стороны шва. При этом снижается перепад температур между участками сварного соединения, подвергающихся сильному нагреву при наложении шва, следовательно, уменьшаются напряжения и конечные деформации изделия. Температура предварительного подогрева определяется типом металла, его толщиной и жесткостью конструкции. Для стали подойдет 400...600°С, для чугуна — 5ОО...8ОО°С. При значительной толщине свариваемых сталей, более 30 мм, можно устанавливать меньшие температуры подогрева —: 150...200°С. Предварительный подогрев выполняется газовыми горелками или электрическими нагревателями.
Иногда свариваемые детали предварительно изгибают перед сваркой на определенную величину в сторону, противоположную деформации. После проварки шва части изделия деформируются и занимают необходимое положение. Величина изгиба обычно определяется опытным путем. Такой способ применим разве что при серийном производстве, когда целесообразно изготовление одного шаблона для изготовления большого количества однотипных изделий. Пользуясь обратным изгибом, можно полностью устранить конечную деформацию сварного изделия.
В ряде случаев для исправления деформаций применяется ковка. Изделия подвергаются ковке по месту шва сразу после сварки еще в горячем состоянии. Проковке могут подвергаться швы подходящих деталей длиной до 150.. .200 мм, незамедлительно, сразу же после наложения шва. При большом увеличении длины сварного шва ковка неприменима, так как уже происходит остывание начальной части шва при еще свариваемой конечной. Также не рекомендуется сразу вести проковку сильно горячих—раскаленных участков сварных швов.
Самым расходуемым материалом при электросварке являются конечно же электроды. Поступающие в продажу электроды в большинстве своем рассчитаны на параметры наиболее простых сварочных аппаратов, то есть переменный ток и относительно невысокое напряжение холостого хода. Поэтому при покупке мало кто задумывается о более тонких свойствах электродов. Скорее более важную роль при выборе играет цена да еще качество горения дуги, о котором чаще всего приходится судить на основании практического опыта. Репутацию того или иного типа электродов также может определять имя производителя, указанное на пачке упаковки. Хотя надо сказать, что качество поставляемых электродов может меняться от партии к партии, также их состояние сильно зависит от условий хранения, транспортировки и даже давности. На упаковке электродов обычно указывается, что перед применением их необходимо сушить при определенных условиях, например при температуре 120°С в течение 40 минут, что практически никогда не соблюдается. Если электроды долго хранились в сырых условиях и сильно пропитались влагой, то качество горения дуги будет крайне неудовлетворительное. В процессе сварки сырые электроды трещат и брызгаются, обмазка от интенсивного испарения трескается и обсыпается, качество шва падает. В этом случае даже рекомендованная просушка не может полностью исправить ситуацию: долго бывшие сырыми электроды при сушке покрываются белыми пятнами и их качество все-таки остается хуже, чем у нормальных изделий. Также большое значение имеет состояние покрытия электрода. Если при погрузке пачки бросали как попало, то покрытие трескается и скалывается. Особенно неприятно, когда обсыпаются кончики электродов, в этом случае проблемы возникнут сразу же — при зажигании дуги. Кончики могут быть в неудовлетворительном состоянии и у некачественно изготовленных на заводе электродов.
На самом деле такой привычный расходный материал, как электроды, является изделием достаточно сложным, состоящим из множества компонентов и выполняющим целый ряд функций. Задача электрода при ручной сварке заключается не только в наплавке металла шва, он также обеспечивает условия зажигания и горения дуги, предохраняет расплавленный металл от вредного воздействия элементов воздуха, типом электрода определяется род тока и напряжение источника питания дуги, условия сварки. В конечном счете от всего зависит качество конечного изделия, для чего, собственно, электрод и предназначен.
Для наиболее распространенной сварки черных металлов применяются покрытые электроды со стержнем из углеродистой стали. Покрытие наносится опрессовкой или окунанием и состоит из разных компонентов. Электродные покрытия создают при сварке защиту от воздуха, способствуют очищению расплавленного металла от вредных примесей поверхности, могут легировать сталь, а также стабилизируют горение дуги. Для создания газовой защиты зоны дуги в покрытие вводят крахмал, целлюлозу, древесную муку и другие органические вещества. Для устойчивого горения дуги в покрытие добавляются вещества, обладающие малой величиной потенциала ионизации. Очистка металла шва от окислов серы, фосфора, газов и других вредных примесей осуществляется шлаком, покрывающим шов. Легирующими компонентами в покрытии электродов являются ферросплавы.
Далее в этом разделе вводится нумерация некоторых пунктов, что сделано для того, чтобы помочь выделить ту информацию, которая будет присутствовать в условных обозначениях, установленных стандартом в виде индексов для описания типов и параметров электродов в технической документации. Порядок расположения и смысл индексов в записи обозначения будет рассмотрен ниже в виде конкретного примера. Эта информация может пригодиться при покупке и выборе электродов, так как понимание ее смысла позволит определить показатели прочности материала, химического состава покрытия, а также электрические условия горения дуги конкретного образца электрода.
(1) Электродное покрытие по типу своего состава может быть кислым (А), рутиловым (Р), основным (Б), целлюлозным (Ц), также существуют прочие (П) электродные покрытия. Кислые покрытия (АНО-2, СМ-5 и др.) состоят в основном из окислов железа и марганца или его руд, кремнезема, ферромарганца. Рутиловые покрытия (АНО-3, АНО-4, ОЗС-З, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.) содержат в своем составе преобладающее количество рутила, и имеют добавки из талька, мрамора, каолина, ферромарганца, целлюлозы и жидкого стекла. Рутиловые покрытия при сварке менее вредны для дыхания, чем другие покрытия электродов. Целлюлозные покрытия (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.) состоят из целлюлозы, органических смол, ферросплавов, талька и др. Основные покрытия (УОНИИ-13/45, УП1/45, ОЗС-2, ДСК-50 и др.) не содержат в своем составе железа и марганца.
Кислые покрытия при сварке насыщают металл шва кислородом и водородом в большей степени, чем при использовании электродов с другими покрытиями, что сказывается на прочности соединения. Металл шва, наплавленный электродами с основным покрытием, обладает большей ударной вязкостью, меньшей склонностью к старению и образованию трещин, хотя работа с ними требует от сварщика более высокого мастерсгва и опыта. Этими электродами сваривают особенно ответственные изделия как из низкоуглеродистых, так и из легированных сталей. Целлюлозные покрытия применяются в основном для сварки низкоуглеродистой стали, наплавленный ими металл имеет пониженную пластичность.
(2) Стальные покрытые электроды для ручной дуговой сварки также подразделяются по назначению. Для сварки низколегированных и конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2, имеют обозначение У. Для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2, обозначаются — Л. Для сварки легированных теплоустойчивых сталей — Т. Сварка высоколегированных сталей с особыми свойствами — В. Для наплавки поверхностных слоев с особыми свойствами — Н.
(3) По толщине покрытия электродов делятся соответственно: с тонким покрытием — М; со средним покрытием — С; с толстым покрытием — Д; с особо толстым покрытием — Г.
(4) Па качеству материала, точности изготовления, состояния поверхности покрытия, качеству, выполняемого электродами металла шва, содержанию в наплавленном металле примесей электроды делятся на группы 1,2,3. Электроды 3-й группы дают при сварке меньше примесей и обеспечивают более плотный шов.
(5) По пространственным положениям, допустимым при сварке, электроды разделяются на определенные типы и соответственно нумеруются условными обозначениями. Для всех положений — 1. Для всех положений, кроме вертикального сверху вниз — 2. Для нижнего, горизонтального на вертикальной плоскости вертикального снизу вверх — 3. Для нижнего и верхнего в лодочку — 4.
(6) Электроды разделяются по роду тока и полярности, а также по напряжению холостого хода источника, необходимыми для нормального зажигания и горения электрической дуги (табл. 4.1). В таблице указан номер в обозначении электродов, который определяет род тока и полярность включения. Для постоянного тока применяется прямая либо обратная полярность включения. При прямой полярности на электрод подается «минус» , а на изделие — «плюс» . Прямая полярность более распространена, дуга на ней зажигается и горит более стабильно. Обратная полярность используется в некоторых специфических случаях. Особое внимание следует также уделять величине напряжения, на которое рассчитан электрод. Большинство переносных сварочных аппаратов имеют невысокое напряжение холостого хода — в пределах 50 В. Поэтому для них не годятся электроды, рассчитанные на 70 В, а тем более на 90 В, — дугу будет очень сложно зажечь. Хотя для источников с более высоким выходным напряжением более низковольтные электроды вполне подходят. Напряжение, указанное в таблице, допускает погрешность 5%.
Таблица 4.1
|
Род тока и полярность включения Напряжение, В |
Любая полярность, переменный ток |
Прямая полярность |
Обратная полярность |
|
50 |
1 |
2 |
0; 3 |
|
70 |
4 |
5 |
6 |
|
90 |
7 |
8 |
9 |
(7) В обозначение наиболее распространенного типа электродов для сварки конструкционных сталей входит буква «Э» (электрод) и цифра, показывающая минимальное временное сопротивление разрыву металла шва или сварного соединения в кгс/мм2. Буква А после цифрового обозначения электродов указывает на повышенные пластичность и вязкость металла сварного шва, например Э46А.
В технических документах, на коробках и пачках электродов обычно указывается довольно-таки громоздкое условное обозначение, расшифровав буквенно-цифровую запись которого можно судить о свойствах поставляемых электродов. Пример такой записи
Диаметр электрода
Марка электрода
Тип электрода (7)

Тип свариваемой стали (2)
Э46 - АНО - 21 - 3,0 - УД2
Толщина покрытия (3)
Группа качества изготовления (4)
Группа индексов, указывающая характеристики шва

Тип покрытия (1)
Е 430 (3)-Р11
Род тока, полярность, напряжение х.х. (6)
Пространственное
положение сварки (5)
Рис. 4.8 изображен на рис. 4.8. На нем даны сноски с пояснениями значения каждого обозначения, в скобках сносок указан номер пункта в тексте этого раздела (см. выше), где его суть рассмотрена более подробно.
Таким образом, в данном примере мы имеем электрод, предназначенный для сварки низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2, о чем свидетельствует буква «У», типа Э46 диаметром 3 мм. Толщина рутилового Р покрытия электрода — толстое Д. Группа качества изготовления — 2. Электрод позволяет вести сварку во всех пространственных положениях — 1; на переменном или постоянном токе любой полярности при напряжении холостого хода источника 50 В, на что указывает цифра 1.
При проведении Сварочных работ, кроме самого сварочного аппарата или его упрощенного варианта — сварочного трансформатора, потребуется еще ряд нехитрых приспособлений, без которых сварка затруднительна или же невозможна вообще. Я думаю, все они вам уже хорошо известны и их приобретение или изготовление не должно вызвать никаких затруднений, что конечно же никоим образом не приуменьшает значимости этого вспомогательного инструмента.
Для того чтобы зажимать электроды, подключая их к сварочной цепи, потребуется держатель. Промышленностью выпускались и выпускаются разнообразные типы держателей, отличающиеся всевозможными способами зажима электродов. Далеко не у всех держателей промышленного изготовления удобен способ зажима электродов и удаления оставшихся огарков. Другие грешат чрезмерной массой и неуклюжими размерами. Но главное — все это удовольствие не только стоит денег, но и найти в продаже приличный держатель может оказаться не так-то просто. Однако же всегда можно обойтись простым и удобным решением, изготовленным своими руками. Вот поэтому практически повсеместное распространение получили простые трехпалые держатели-вилки, изготовленные из трех прутков проволоки или нетолстой арматуры. Толщина проволоки подбирается под тип наиболее часто используемых электродов, обычно составляя 6...8 мм. Три прутка свариваются вместе, так чтобы со стороны зажима остались пальцы длиной 8... 10 см, крайние из них разводятся на ширину 3...4 см, получается зажим-вилка. С задней части один из трех стержней должен выступать за торцы двух других на несколько сантиметров — это понадобится для крепления провода к держателю. На разведенные стержни вилки с внутренних сторон зубилом наносятся неглубокие насечки с частотой примерно миллиметр — они требуются для лучшей фиксации в зажиме стержня электрода, хотя в очень тугих зажимах можно обойтись без этих насечек. Далее к держателю подключается провод, а сверху натягивается отрезок около 20 сантиметров толстостенного резинового шланга подходящего диаметра, получается удобная рукоятка, держатель готов (рис. 4.9). Такие держатели достаточно удобны и долговечны. Их износ в основном проявляется в выгорании углублений на пальцах вилки в местах сопряжения стержня электрода. Выгорание происходит быстрее при плохом контакте в месте сопряжения при грязных или ржавых вилках. Если же при работе начинает греться ручка, то это признак того, что нарушен контакт держателя с проводом, подходящим от сварочного аппарата.
Держатель электродов для сварочного аппарата на некоторое время могут заменить обычные плоскогубцы. В этом случае сварочный провод присоединяется к оголенной части электрода и зажимается губками плоскогубцев. Для его удержания требуется значительное постоянное усилие, это не очень удобно: начинает уставать рука и такой держатель нельзя положить без нарушения контакта с электродом. Положение можно исправить, если на рукоятки плоскогубцев надеть резиновое кольцо, например вырезанное из старой велосипедной камеры. Резина будет стягивать рукоятки, а значит, сжимать и губки, постоянно удерживая электрод, работать станет намного удобнее. Хотя такое решение можно рекомендовать как временное или же как выход из положения до тех пор, пока не приобретен настоящий держатель или же он был утерян или забыт.
Другим важным элементом в сварочной цепи является зажим «массы», подсоединяющий провод к металлу изделия. Такие зажимы также выпускаются промышленностью и часто изготовлены достаточно качественно — из толстого цветного металла, не поддающегося коррозии, с хорошим контактом. Размеры и вес здесь не так критичны, так как это приспособление не нужно часто перемещать и постоянно держать в руках, но опять же остается цена, а часто и невозможность покупки из-за отсутствия в продаже. Основные требования к такому зажиму: возможность быстрого подключения-отключения и надежный контакт, способный передавать значительный ток. В магазинах и на рынках можно встретить дешевые зажимы типа «крокодил», предназначенные для подключения большей частью автомобильных аккумуляторов и для других целей. Они выпускаются разной величины — от совершенно миниатюрных до таких, что достигают в длину сантиметров десяти. Именно последние и можно использовать в качестве зажима «массы» в сварочном оборудовании. Хотя в общем-то они слабоваты, но на токах небольших сварочных аппаратов со своей задачей довольно долгое время справляются.
Никакая сварка не возможна без защитной маски или щитка со специальным темным стеклом — светофильтром. Маску можно купить уже готовой — этот товар весьма распространен. Обычно фабричные маски делают из черной фибры или негорючей пластмассы На уровне глаз у нее установлена металлическая оправка, в которую вставляются два стекла. Одно из этих стекол — светофильтр со стандартным размером 52 х 102 мм; другое сверху —защитное из прозрачного оконного стекла. Защитное стекло необходимо, чтобы защищать светофильтр от попадания искр. Стекло очень чувствительно к воздействию сварочных искр, попадая в него, они выжигают темные точечки. Через какое-то время защитное стекло покрывается плотной россыпью точек и сильно мутнеет, приходит время его замены. Темный светофильтр предназначен для защиты глаз от чрезмерно интенсивного света, ультрафиолетового и инфракрасного излучения сварочной дуги. При токах порядка 30...75 А используются светофильтры марок Э-1 или С-3, при большей силе тока — 75...200 А — необходимы стекла Э-2 или С-4, которые являются наиболее универсальными, пригодными для сварки во всем диапазоне токов, применяемых в подсобном хозяйстве.
При наличии стандартного затемненного стекла сварочный щиток можно изготовить самостоятельно. Для этого используется листовой негорючий материал, легко поддающийся обработке. В конструкции щитка обязательно нужно предусмотреть поверх светофильтра прозрачное защитное стекло, иначе светофильтр быстро придет в негодность из-за попадающих на него горячих брызг и искр. Также будет нелишней возможность быстрой замены стекол. Обязательным атрибутом сварочного щитка является рукоятка, для того чтобы его можно было держать перед лицом левой рукой. Рукоятку можно сделать с внутренней стороны щитка, снизу слева, тогда и рука будет защищена от попадания искр и брызг расплавленного металла.
Недостаток обычных масок заключается в том, что через их очень плотный светофильтр при дневном свете, пока не загорится дуга, ничего не видно. Зажигать электроды приходится вслепую, часто рискуя качеством изделия. За границей делают маски, у которых прозрачность стекла изменяется в зависимости от попадающего на него света. Управляет этим процессом электронная схема, реагирующая на сигнал вмонтированного в маску фотоэлемента. Таким образом, стекло при дневном свете почти прозрачно. В его структуру внедрены жидкие кристаллы, темнеющие только при увеличении яркости, управляемые электронной начинкой. При зажигании сварочной дуги такое стекло моментально темнеет, реагируя на сигнал фотоэлемента, а при затухании — вновь светлеет. Подобные маски наиболее совершенны, их можно постоянно держать на голове, не отводя, как обычно, в сторону и не занимая для этого левую руку. Однако их стоимость составляет сотни долларов, и такое удовольствие не могут позволить себе даже наши высококлассные профессионалы, не то что сварщики-самоучки...
При сварке покрытыми электродами сварной шов всегда покрывается затвердевающим слоем шлака толщиной 1 ...2 мм, за которым скрывается поверхность металла. После сварки шлак необходимо удалить. Но так как держится он достаточно хорошо, то его обстуки-
Рис. 4.10
вают — тут уж никак не обойтись без молотка. Правда, обычный молоток плохо приспособлен для этих целей, так как его носик заточен перпендикулярно направлению рукоятки, а обстукивать длинные швы в углублениях гораздо удобнее, если молоток заточен наоборот, как топорик, — острием вдоль ручки. Подходящий инструмент можно изготовить из зубила средних размеров, приварив к нему поперек, где-то посередине, стальную рукоятку (рис. 4.10). Тогда этим приспособлением можно будет пользоваться и как молотком, и как зубилом. В последнем случае его удобно держать за боковую рукоятку, и вы уже не рискуете попасть по кисти руки при неточном ударе по зубилу увесистого молотка. Впрочем, для удаления остатков шлака не помешает грубая металлическая щетка. Чистота шва особенно важна, когда поверх него будет наварен еще один шов, в этом случае остатки шлака, перемешиваясь с металлом, неизбежно приведут к ослаблению соединения, здесь шлак необходимо удалять особенно тщательно. При обстукивании шлака нужно предохранять глаза. Часто затвердевающий, горячий шлак находится в напряженном состоянии, при разрушении он лопается и его раскаленные осколки разлетаются в разные стороны с большой силой.
Чугуном называют сплав железа с углеродом, содержащий от 2,14 до 6,7% углерода. В промышленности чаще всего применяются чугуны содержанием 2,6—3,6% углерода, до 5% кремния и до 2% марганца, примесей серы и фосфора. В зависимости от состояния углерода и присутствия легирующих добавок различают белые, серые, ковкие и высокопрочные чугуны. Чугуны более хрупки и менее прочны, чем стали. Однако чугун дешев и его удобно отливать в формы, поэтому чугун используется в основном для изготовления литых деталей.
Белый чугун имеет на изломе белый или светло-серый цвет, углерод в нем находится в химически связанном состоянии в виде карбида железа — цементита. Белый чугун обладает высокой твердостью и очень хрупок, практически не поддается механической обработке.
Серый чугун отличается на изломе серым цветом. Часть углерода в низкопробном сером чугуне содержится в виде пластинчатого графита, а основная металлическая часть в виде феррита и перлита. Если же графит в чугуне находится в виде хлопьев, что достигается специальной термической обработкой, то такой чугун называется ковким и его свойства выше, чем у обычного серого чугуна. Наиболее качественными и прочными являются чугуны, у которых графит имеет шаровидную форму, получаемую в результате добавления в сплав легирующих элементов и продувания через жидкий чугун азота. Такой чугун называется высокопрочным.
При изготовлении конструкций, включающих чугунные детали, сварка в местах их сопряжения, как правило, не применяется. Сварка иногда может применяться как вынужденная мера при восстановлении чугунных деталей, так как при сварке чугуна неизбежно возникают трудности, обусловленные структурой и свойствами этого материала.
При неравномерном прогреве или охлаждении в чугуне возникают неизбежные внутренние напряжения. В сочетании с отсутствием площадки текучести и низкой пластичностью чугуна при сварке внутренние напряжения приводят к появлению трещин, возникающих как в целом металле, так и в металле шва. При высоких скоростях охлаждения чугун склонен закаляться с образованием твердых закалочных структур. Закалочные структуры приводят к образованию закалочных напряжений и образованию трещин. При быстром охлаждении места сварки на границе сварного шва и основного металла образуется тонкая отбеленная прослойка. Под влиянием растягивающей силы, возникающей при охлаждении сварного соединения, отбеленная прослойка стремится к откалыванию от основного металла вместе с наплавленным металлом или же вызывает трещину по границе шва.
Лучше всего поддаются свариванию высокопрочные и ковкие чугуны. Серые мелкозернистые чугуны свариваются лучше, чем крупнозернистые. Плохо свариваются так называемые черные чугуны, которые на изломе имеют крупнозернистое строение темного цвета. Такие чугуны называют графитными, так как в них весь углерод находится в виде свободного графита.
Существует два вида сварки чугунов: с подогревом изделия — горячая сварка, и без подогрева — холодная сварка.
Горячая сварка чугуна. Суть горячей сварки заключается в том, что деталь перед сваркой нагревают до температуры порядка 450...700°С. При нагреве чугунной детали в пределах 25О...45О°С сварка считается полугорячей. Подогрев чугунных изделий перед сваркой до таких высоких температур требуется для того, чтобы придать металлу относительно высокие пластические свойства и снизить скорость охлаждения сварного соединения. Таким образом удается избежать возникновения в металле областей закалки, перенапряжений и разрушения изделия на сварных соединениях. Подогрев необходим и после сварки, чтобы происходило равномерное охлаждение, без возникновения трещин. Поэтому после сварки детали дают медленно остывать вместе с печью или в нагретом песке. Скорость остывания должна быть как можно меньше.
Перед сваркой деталь обрабатывается: механическим способом удаляются раковины и шлаковые включения, удаляется ржавчина и краска, кромки изломов и трещины зачищаются.
Существуют различные способы горячей дуговой сварки чугунных изделий. Обычно для этих целей применяют чугунные электроды с обмазкой: ОМЧ-1, МСТ. Менее высокое качество сварного соединения дает применение обычных покрытых электродов из низкоуглеродистой стали. Сварка ведется без перерыва, не допуская остывания детали.
Холодная сварка чугуна. При холодной сварке деталь специально не подогревается. Холодная сварка чугуна производится стальными электродами, комбинированными электродами и электродами с чугунными стержнями. Допускается применение обычных покрытых электродов со стержнями из низкоуглеродистой стали.
Независимо от марки электрода холодная сварка чугуна ведется на пониженном токе. Ток устанавливается из расчета 25...30 А на 1 мм диаметра электрода. Для этих целей лучше применять постоянный ток.
Сварка ведется короткими швами, длиной не более 50 мм. После каждого шва детали дают остыть до температуры 5О...6О°С и лишь
потом продолжают дальнейшую сварку. Такой подход приводит к меньшему прогреву детали и отбеливанию чугуна, меньшей вероятности образования перенапряжений и трещин.
При восстановлении тонких (до 10 мм) чугунных деталей сварка ведется в следующей последовательности. Трещины зачищаются на расстоянии 20...25 мм от края от коррозии и грязи. Чтобы избежать распространения трещины, сначала завариваются ее концы короткими поперечными швами. Потом с каждой стороны вдоль трещин на расстоянии нескольких миллиметров от края наплавляются вспомогательные валки. Валки наплавляются отдельными короткими швами. Детали дают остыть после каждой наплавки. Для наплавки следующего короткого шва выбирается место как можно дальше от того, который был наварен перед ним. Постепенно они образуют непрерывные валки вдоль всей трещины.
После наплавки всех подготовительных швов вдоль трещины деталь очищают и дают остыть. Далее, опять же короткими швами врас-кидку, с перерывами ложится основной соединительный шов. Основной шов идет по трещине, перекрывая боковые вспомогательные швы.
Для усиления соединения при холодной сварке чугуна сварка может комбинироваться с механическим усилением зоны плавления. В месте излома в тело детали вворачиваются или накладываются стальные шпильки. Этот способ применяется при ремонте массивных чугунных изделий. Стальные включения связывают металл шва с основным металлом, разгружая хрупкую закаленную прослойку.
Однако при холодной сварке чугуна полностью избежать закалки в зоне плавления не удастся. При соблюдении всех рекомендаций можно лишь уменьшить толщину отбеленной прослойки, избежать возникновения разрушительных деформаций и трещин. Восстановленные таким образом детали могут обладать достаточной прочностью и стойкостью для их повторного использования.
Для сварки цветных металлов, помимо источника питания, обычно еще требуются специальные средства и оборудование, а также определенные навыки. Обычный сварочный трансформатор, в случае его доработки, в принципе может с определенными ограничениями применяться для сварки цветных металлов. Однако последнее всегда связано с определенными трудностями и требует от сварщика большого опыта и знаний. Некоторые цветные металлы гораздо проще варить или паять с помощью газовой горелки. В бытовом хозяйстве электросварка цветных металлов не получила распространения. Данная часть книги предлагается скорее для познавательных целей.
Сварка меди. Медь обладает высокой электропроводностью, теплоемкостью, теплопроводностью и коррозионной стойкостью, имеет высокую пластичность. Температура плавления меди 1083°С, временное сопротивление негартованной меди — 20 кгс/мм2, относительное удлинение — 50%, плотность — 8,96 г/см3.
Ввиду своей высокой теплопроводности, жидкотекучести медь сваривается плохо. Кроме того, сварные соединения меди имеют повышенную склонность к образованию трещин. Свариваемость меди в значительной степени зависит от ее чистоты: чем меньше содержится в меди вредных примесей, тем выше ее свариваемость. Лучшей свариваемостью обладает раскисленная медь, содержащая не более 0,01% кислорода. Вредными примесями в меди, снижающими механические свойства и ухудшающими ее свариваемость, являются сера, свинец, висмут.
Расплавленная медь интенсивно растворяет газы, особенно кислород. При наличии в основном или присадочном металле кислорода он образует с медью соединение — закись меди. Это приводит к нарушению металлической связи между зернами меди — сварное соединение становится хрупким. Поэтому сваривать медь можно присадочным материалом или электродами, обеспечивающими хорошее раскисление металла сварного шва. Для этого в состав присадочной проволоки или в состав покрытия электродов вводят раскислители: фосфор, кремний, марганец, алюминий и др.
Водород в присутствии кислорода тоже оказывает отрицательное действие на свойства меди. Водород, проникающий в медь, при высоких температурах сварки, реагирует с кислородом закиси меди, образует водяной пар, который, расширяясь, стремясь выйти наружу, приводит к образованию большого количества мелких пор и трещин. Это явление при сварке меди называют «водородной болезнью».
Теплопроводность меди при комнатной температуре в 6 раз больше теплопроводности железа, поэтому сварка меди производится с увеличенной погонной энергией. Если сваривать медь без предварительного подогрева изделия, с быстрым охлаждением, то в шве возникают горячие трещины. При сварке с подогревом и медленным охлаждением образовавшийся водяной пар успевает выходить наружу до затвердевания металла, что в значительной степени улучшает качество сварного соединения.
Дуговая сварка меди проводится на постоянном токе специальными покрытыми электродами из цветных металлов или угольными и графитовыми электродами. Ввиду высокой теплопроводности меди используются повышенные по сравнению со сталью токи сварки. Особый интерес представляет сварка меди угольными и графитовыми электродами.
Дуговая сварка графитовым электродом чем-то напоминает газосварку. Графитовый электрод не плавится, электрическая дуга используется для подачи тепла, разогрева и плавления металла. Одной рукой сварщик держит держатель с графитовым электродом и поддерживает дугу, второй рукой вводится присадочный материал в виде металлического прутка, который наплавляется на основной металл изделия. Зажигать и поддерживать дугу графитовыми и угольными электродами легче, чем металлическими. Угольные электроды по сравнению с графитовыми быстрее выгорают, поэтому диаметр угольных электродов должен быть больше.
Сварку меди угольным или графитовым электродом выполняют на постоянном токе прямой полярности при большой длине дуги. В качестве присадочного материала можно применять медные прутки круглого или прямоугольного сечения марок Ml и М2, а также прутки из фосфористой бронзы с присадкой фосфора, являющегося активным раскислителем. Избежать перегрева и интенсивного окисления металла присадочного прутка при плавлении удается, только когда сечение последнего 20.. .25 мм2.
Флюсом при сварке служит плавленая бура или смесь из 95%-ной прокаленной буры и 5%-ного металлического порошкообразного магния. Перед сваркой порошкообразные флюсы наносят на смоченную, жидким стеклом (силикатным клеем) поверхность присадочного прутка и свариваемые кромки, которые затем просушивают на воздухе.
Присадочный пруток и кромки свариваемого металла перед нанесением флюса зачищают и промывают 10%-ным раствором каустической соды. Сварку стыков листов лучше вести на теплоизолирующей например асбестовой подкладке. Сразу после сварки шов может быть прокован, что улучшает качество сварного соединения.
Режимы ручной дуговой сварки медных листов встык угольными электродами можно подобрать из табл. 4.2.
Таблица 4.2
|
Толщина металла, мм |
Диаметр электрода, мм |
Диаметр присадочных прутков, мм |
Величина тока, А |
|
2-4 |
6 |
2-3 |
190-300 |
|
6-8 , |
8 |
5-7 |
280-450 |
|
10-12 |
10 |
7-8 |
400-600 |
Сварка латуни. Латунь представляет из себя сплав меди с цинком. Температура плавления латуни 800—1000°С.
При дуговой сварке из латуни интенсивно испаряется цинк, расплавленный металл интенсивно поглощает водород, который не успевает выделиться до затвердевания жидкого металла, в результате чего в шве образуются газовые поры.
Сварка латуни покрытыми электродами находит ограниченное применение. Сварку латуни можно производить угольными и графитовыми электродами на постоянном токе при прямой полярности с применением флюсов. Наибольшее распространение получил флюс БЛ-3 состава: 35% криолита, 12,5% хлористого натрия, 50% хлористого калия, 2,5% древесного угля.
Можно рекомендовать следующие режимы сварки латуни угольными электродами (табл. 4.3):
Таблица 4.3
|
Толщина металла, мм |
Диаметр угольного электрода, мм |
Диаметр присадочного стержня, мм |
Сварочный ток, А |
|
3 |
6 |
4 |
180-200 |
|
5 |
8 |
6 |
240-270 |
|
10 |
18 |
8 |
400- 450 |
Сварка бронзы. Бронза — это сплав меди с оловом (3—14% — оловянистые бронзы), кремнием (до 1% — кремнистые бронзы), марганцем, фосфором, бериллием и др. Обычно бронза применяется для изготовления литых деталей.
Существует несколько десятков марок бронз. По свариваемости бронзы в значительной степени отличаются друг от друга, поэтому и технологии сварки бронз могут быть разнообразны. Наилучше сваривается марганцевистая бронза (0,2—1% марганца), ее сварные соединения отличаются высокой пластичностью и прочностью, несколько превышающей прочность других сварных соединений меди.
Сварку бронзы можно выполнять угольными и графитовыми электродами с присадочным материалом, покрытыми металлическими электродами и неплавящимися вольфрамовыми электродами под аргоном.
Обычно присадочный материал подбирают так, чтобы его химический состав был одинаковым с составом свариваемого материала.
При сварке угольными электродами устанавливается прямая полярность, напряжение дуги 40—45 В. В большинстве случаев требуется предварительный подогрев свариваемого изделия до температуры 300-400°С.
Сварка алюминия и его сплавов. Алюминий обладает малой плотностью (2,7 г/см3), высокой электро- и теплопроводностью, высокой коррозионной стойкостью и пластичностью выше, чем у низкоуглеродистых сталей. Повышенной прочностью обладают сплавы алюминия с марганцем, магнием, кремнием, цинком и медью.
Температура плавления алюминия 660 °C. Однако алюминий имеет большое сродство к кислороду, поэтому всегда покрыт плотной пленкой окисла алюминия А12О3. Температура плавления окисла алюминия во много раз выше температуры плавления самого металла — 2050 °C, что затрудняет процесс сварки. Тугоплавкий и тяжелый окисел может оставаться в металле шва и снижать прочность сварного соединения. При сварке алюминия необходимо применять меры по борьбе с его окислом. Во всех случаях поверхность металла изделия должна зачищаться непосредственно перед сваркой, а процесс сварки должен протекать с защитой расплавленного металла от действия газов воздуха.
Одним из способов борьбы с окислом алюминия является применение так называемого катодного распыления при сварке алюминия. Сущность способа заключается в том, что при дуговой сварке в струе аргона на постоянном токе при обратной полярности происходит дробление окисной пленки А12О3 с последующим распылением частиц окисла на поверхности сварного соединения. Тонкая пленка окисла разрушается под ударами тяжелых положительных ионов аргона, образующихся при горении дуги на обратной полярности. Для тех же целей можно использовать и переменный ток, но в этом случае очищающее действие тока будет происходить только на тех полупериодах, когда изделие является катодом.
Широкое распространение получила сварка алюминия неплавя-щимся вольфрамовым электродом под аргоном. В качестве источника тока для этих целей подходит обычный сварочный аппарат переменного тока, оборудованный возможностью регулировки силы тока. Сварочный аппарат должен комплектоваться специальным держателем для вольфрамового электрода с возможностью нагнетания струи инертного газа.
В конструкции держателя для вольфрамового электрода ничего сложного нет. В сущности, это обычный держатель, оборудованный зажимом для вольфрамового электрода и соплом, из которого нагнетается газ в зону горения дуги. Как и в случае с угольными электродами, дуга горит между неплавящимся электродом и изделием, ее тепло идет на разогрев основного металла и плавления вводимого вручную прутка присадочного металла, из которого и наплавляется шов. К штуцеру держателя подключается шланг от баллона с инертным газом. Обычно подача газа регулируется электрическим клапаном, но может осуществляться и вручную с помощью крана. Для облегчения зажигания и поддержания дуги на вольфрамовом электроде целесообразно пользоваться слаботочным высоковольтным источником — осциллятором. При его отсутствии дуга зажигается через графитовую пластину.
Алюминий тоже можно сваривать угольным или графитовым электродом под флюсом. Сварка угольным электродом проводится на постоянном токе дугой прямой полярности. Можно использовать флюс АФ-4а или флюс следующего состава: 45% хлористого калия; 15% хлористого лития; 30% хлористого натрия; 7% фтористого калия и 3% сернокислого натрия.
Алюминиевые сплавы обладают повышенной склонностью к образованию пор. Пористость металла при сварке алюминия вызывается водородом, источником которого служит абсорбированная влага на поверхности металла, а также воздух, попадающий в сварочную ванну. Для получения беспористых швов при сварке алюминия и его сплавов иногда рекомендуется подогрев, снижающий скорость охлаждения сварочной ванны и способствующий более полному удалению водорода из металла при медленном охлаждении. Подогрев проводится до температур 100—400°С: чем толще деталь, тем больше должна быть температура подогрева. Не допускается подогрев выше температуры 150°С градусов алюминиево-магниевых сплавов, ввиду специфики их химического состава.
Другие металлы. Титановые сплавы. Плотность титана 4,5 г/см3, он довольно прочен и обладает высокой антикоррозионной стойкостью. Для- сварных изделий применяется технический титан.
Титан более активен по сравнению с алюминием к поглощению кислорода, азота и водорода в процессе нагрева. Поэтому при сварке технического титана необходима особо надежная защита от этих газов. Такая защита осуществляется при дуговой сварке в инертных газах (аргон, гелий) или флюсом-пастой, наносимой на кромки свариваемых частей соответствующим слоем. Дуговая сварка титана и его сплавов покрытыми и угольными электродами не применяется. Этими видами сварки невозможно обеспечить высокое качество сварцых соединений из-за слишком большой активности титана к кислороду, азоту и водороду.
Магниевые сплавы. Магний обладает еще большей активностью с кислородом, чем титан, поэтому его свариваемость хуже свариваемости титана. Соединяясь с кислородом, магний образует тугоплавкую и тяжелую окись магния. Сварка магниевых сплавов возможна вольфрамовым электродом в защитной среде аргона.
Силовая электроника для любителей и профессионалов Книга 1 Б. Ю. Семенов
ISBN 5-93455-089-6; формат 60 х 88 '/jg; объем 336 с
Доступно объясняется принцип работы всех основных типов импульсных источников питания и преобразователей энергии. Дается методика их расчета и подробно описаны секреты изготовления. Рассматриваются особенности применения современной элементной базы: мощных полевых транзисторов MOSFET, IGBT, диодов Шоттки и HEXFRED, защитных диодов TRANSIL и др. Кроме полезных практических советов, приведены ряд конструкций импульсных источников питания.
Книга будет полезна не только радиолюбителям, студентам радиотехнических вузов, но и молодым специалистам- разработчикам.
микроконтроллер Книга 2
ISBN 5-93455-126-4; формат 60 х 88 */165 объем 336 с
В последние годы широкое распространение получило высококачественное стереофоническое вещание в УКВ диапазоне. Цель это книги заключается в желании автора помочь радиолюбителю освоить стереофонический УКВ радиоприем, сконструировать приемник для дома, работы, садового участка. Но, что самое главное, создать современный УКВ радиоприемник с цифровой настройкой и управлением на базе несложного отечественного однокристального программируемого микроконтроллера. Приведено много практических схем тюнеров и стереодекодеров разной степени сложности.
Книга будет полезна, радиолюбителям, специалистам-ремонтникам, студентам ВУЗов, обучающихся по специальности «Конструирование радиоэлектронной аппаратуры» и всем интересующимся вопросами радиоприемной техники.
Б. Ю. Семенов
Шина I2С в радиотехнических конструкциях Книга 3 Б. Ю. Семенов
ISBN 5-93455-168-Х; формат 60 х 88 Vie! объем 192 с
В книге рассказывается о принципах построения и логике работы последовательной шины обмена данными (I2С), разработанной фирмой Phillips. Приводятся сведения о микросхемах, имеющих интерфейс I2С, а также несложные конструкции на их основе, доступные для повторения радиолюбителями. Сегодня большинство современной радиоаппаратуры содержат микроконтроллеры, которые обеспечивают управление всеми настройками и режимами при помощи та-
-«ГЛИД гия*
Б.Ю. Сгнетав ijfe,
ШИНА |гС
В РАДИОТЕХНИЧЕСКИХ КОНСТРУКЦИЯХ
КОЙ шины.
Книга может быть полезна радиолюбителям, инженерам, студентам радиотехнических специальностей вузов и специалистам-ремонтникам бытовой аппаратуры.

ISBN 5-98003-083-2; формат 60 х 88 71б! объем 192 с
Приведены практические схемы с подробным описанием различных радиотехнических устройств, предназначенных для бытового использования. Все устройства собраны на современной отечественной элементной базе. Приведено более 160 схем для использования в домашней автоматике (приставки для телевизоров, усилителей, таймеры, термостабилизаторы и др.), приставки к телефону, охранные устройства, устройства для автолюбителей, источники питания и многое другое.
Для любителей-контакже приведен обзор выполнения типовых узлов на МОП и КМОП, логических микросхемах (серии 176,561, 1561) с методикой их упрощенного расчета.
структоров, занимающихся самостоятельным техническим творчеством.
ISBN 5-98003-084-0; формат 60 х 88 7165 объем 224 с
Книга продолжает знакомить читателей с практическими схемами различных радиотехнических устройств, предназначенных для бытового использования. Многие схемы содержат оригинальные технические решения и раньше не публиковались. В книге
Для любителей-конструкторов, занимающихся самостоятельным техническим творчеством.

ISBN 5-98003-085-9; формат 60 х 88 */16» объем 240 с
Книга продолжает ставшую популярной серию для радиолюбителей-конструкторов радиоэлектронной техники, занимающихся самостоятельным техническим творчеством. Приведены практические схемы различных устройств, предназначенных для бытового использования, таких как таймеры, электронные предохранители, тестеры элементов питания, всевозможные приставки к телевизору, охранные устройства, источники питания, различные приставки к компьютеру. Все конструкции собраны на современной элементной базе. Кроме подробного описания принципа работы и методики настройки, ко многим устройствам приводится топология печатных плат в масштабе 1:1. Это делает их легко доступными для самостоятельного изготовления в домашних условиях.
Книга рассчитана на подготовленных радиолюбителей, знакомых с основами радиоэлектроники и цифровой техники, а также будет полезна студентам радиотехнических вузов.
- ISBN 5-98003-086-7; формат 60 х 88 1/ц; объем 240 с
Четвертая книга серии И.П. Шелестова, как и предыдущие, предлагает любителям-конструкторам практические схемы различных устройств, выполненных на доступных элементах и простых в изготовлении. Приведены схемы приборов, которые могут быть полезны в быту: различные автоматы для управления домашним освещением, автоматического полива домашних растений, металлоискатели, регуляторы мощности для паяльников, приемо-передающие и переговорные устройства, простые радиоприемники, различные узлы усилителей и преобразователей, схемы на КМОП микросхемах и многое другое. Большинство схем дополнено топологией печатной платы в масштабе 1:1, что облегчит их изготовление. Отдельный раздел книги посвящен радиотехническим ресурсам в Internet: отечественные и зарубежные сайты для радиолюбителей по различным областям, полезные радиотехнические программы,
справочная информация по радиодеталям и серверы с бесплатными програм-мами для компьютера.
Для любителей-конструкторов, занимающихся самостоятельным техническим творчеством.
ISBN 5-98003-087-5; формат 60 х 88 >/16; объем 240 с
Это издание продолжает известную многим серию. Приведены практические схемы, которые можно легко собрать в домашних условиях. Подробно описан принцип работы и дана вся необходимая информация для изготовления. Большинство устройств выполнено на доступных элементах и просты в настройке. Все они могут принести немало пользы.
В книгу также включен обзор по техническим характеристикам и особенностям применения популярных среди радиолюбителей и радиоинженеров аналоговых таймеров из серии 555.
электроника

Материалы рассчитаны на широкий круг читателей, знакомых с основами электро- и радиотехники и радиолюбителей, занимающихся самостоятельным конструированием электронных устройств.
Электроника для рыболова
И. П. Шелестов
ISBN 5-98003-086-7; формат 60 х 88 */16; объем 208 с
В книге представлены практические схемы простых устройств, которые нужны каждому рыболову-любителю. Если вы знакомы с основами радиоэлектроники, то большинство из опубликованных конструкций сможете изготовить дома самостоятельно. Вся необходимая для этого информация имеется. Большой раздел книги посвящен электро-лову — от теории к практике. Кроме того, дается обзор различных промышленных устройств, которые тоже могут пригодиться рыболову.
Книга рассчитана на широкий круг читателей, увлекающихся рыбалкой.
Серия «СОЛОН — радиолюбителям», выпуск 12
И. Д. Зубаль
Сварочный аппарат своими руками
, Москва СОЛОН-Пресс 2003
УДК 621.7
ББК 34.5
3 91
3 91 Зубаль И. Д.
Сварочный аппарат своими руками — М.: СОЛОН-Лресс, 2003. 176 с. — (Серия «СОЛОН — радиолюбителям», вып. 12)
ISBN 5-98003-043-3
Рассмотрены особенности физических процессов при сварке постоянным и переменным током, приведены методики расчета сварочных трансформаторов, дано описание их практических конструкций и доработок, даны практические рекомендации при проведении сварочных работ.
I
источники - институт электросварки им. Патона, Киев 1980© Макет и обложка «СОЛОН-Пресс», 2003
ISBN 5-98003-043-3
© Зубаль И. Д., 2003